Qualunque cosa tu voglia misurare, qualunque sia la frequenza che usi, il VEGAPULS 6X può gestirla. Comunicaci le tue esigenze e configureremo il nostro nuovissimo sensore radar in base al tuo scopo. Con il VEGAPULS 6X «Quale sensore radar è quello giusto?» diventa irrilevante... e la tua vita diventa molto più semplice.
Le valvole sono componenti fondamentali per la regolazione, il controllo, l’e cienza e l’a dabilità dei compressori alternativi. Funzionano in modo puramente meccanico, si aprono e si chiudono a determinate pressioni del ciclo di compressione. L'importanza strategica delle valvole diventa evidente quando non funzionano correttamente o hanno delle rotture inaspettate. Una anomalia delle valvole, per errata o assenza di manutenzione, può portare ad anomalie operative, contaminazione del prodotto finale e a importanti danneggiamenti sul compressore. La valvola è il cuore del compressore e quindi determina in modo significativo l'e cienza e il tempo di funzionamento complessivo della macchina. Per ottimizzare l'a dabilità, aumentare l'e cienza e risparmiare energia è necessaria una valvola tecnologicamente avanzata che combini un design innovativo con dischi profilati in materiale PowerPEEK® per incrementare la resistenza agli urti e la robustezza.
L'e cienza incontra la robustezza
La valvola a disco profilato HOERBIGER XP combina queste proprietà per soddisfare tutti requisiti di un componete così strategico. I dischi profilati in PowerPEEK® garantiscono un'estrema e cienza con flussi ottimizzati che migliorano automaticamente l'a dabilità e la durata della valvola. I dischi in PowerPEEK® sono sviluppati per avere un orientamento ottimizzato delle fibre di rinforzo permettendo di incrementare notevolmente la resistenza e la robustezza. Il risultato: incremento dell'MTBF e dell'MTBM e aumento della produzione.
Sede e disco profilato
Il percorso di flusso semplifica e ottimizza l'area di passaggio e ettiva
Numero elevato di canali di passaggio del flusso nella valvola
Minimizzazione del consumo di potenza
Il percorso del flusso, aerodinamicamente ottimizzato, favorisce l’espulsione di particelle solide e fornisce una maggiore tollerabilità alla presenza di liquidi
Design
anti-incollamento
Controsede profilata con superficie a onda e sede conica
Riduzione delle forze di incollaggio per la presenza di liquidi (dal processo)
Evita ritardi di apertura e chiusura del disco valvola
Ottima tolleranza in caso di trascinamento di liquidi o eccesso di lubrificazione
Vantaggi immediati
Lunga durata, ottimizzazione del flusso ed elevata operatività del compressore grazie al materiale PowerPEEK® e al design innovativo
Riduzione del consumo di energia elettrica e delle relative emissioni di CO2
Minori costi di manutenzione grazie all’incremento dell’MTBF del compressore
Riduzione di costi di gestione e aumento del ciclo di vita delle valvole
Utilizzabili nella produzione e nel trasporto di idrogeno verde
Sulla strada del risparmio energetico e della riduzione delle emissioni di CO2
Inoltre, è possibile ridurre drasticamente il consumo di energia elettrica riducendo le relative emissioni di CO2 e parallelamente aumentare la durata utile e l'e cienza delle valvole fino al 50%. Ma non solo: le valvole sono progettate anche per applicazioni nel settore della produzione di idrogeno verde e del trasporto di idrogeno.
Tecnologia delle molle
Molle in filo ESR per servizio gravoso
Design ottimizzato con riduzione del contatto tra le spire della molla
Bicchiere di alloggiamento della molla in tecnopolimero per prevenire l’abrasione con la controsede
Disco a profilo sagomato in materiale PowerPEEK®
Espansione termica del materiale uguale all’acciaio
Lo stampaggio ad iniezione consente un orientamento ottimale delle fibre e un'elevata resistenza alla flessione
Eccellente resistenza chimica ai gas di processo
Resistenza all’impatto 4-6 volte superiore rispetto al PEEK standard Via dell’Elettronica 8
Orhan Erenberk, Presidente
Cristian Son, Amministratore Delegato
Filippo De Carlo, Direttore Responsabile
REDAZIONE
Marco Marangoni, Direttore Editoriale m.marangoni@tim-europe.com
Martina Matteucci, Redazione m.matteucci@tim-europe.com
COMITATO TECNICO – SCIENTIFICO
Bruno Sasso, Coordinatore
Giuseppe Adriani, Federico Adrodegari, Andrea Bottazzi, Fabio Calzavara, Antonio Caputo, Damiana Chinese, Francesco Facchini, Marco Frosolini, Marco Macchi, Marcello Moresco, Vittorio Pavone, Antonella Petrillo, Marcello Pintus, Maurizio Ricci
Aree Tematiche di riferimento: Competenze in Manutenzione, Gestione del Ciclo di Vita degli Asset, Ingegneria di Affidabilità e di Manutenzione, Manutenzione e Business, Manutenzione e Industria 4.0, Processi di Manutenzione
MARKETING
Marco Prinari, Marketing Group Coordinator m.prinari@tim-europe.com
PUBBLICITÀ
Giovanni Cappella, Sales Executive g.cappella@tim-europe.com
Valentina Razzini, G.A. & Production v.razzini@tim-europe.com
Francesca Lorini, Production f.lorini@tim-europe.com
Giuseppe Mento, Production Support g.mento@tim-europe.com
DIREZIONE, REDAZIONE, PUBBLICITÀ E AMMINISTRAZIONE
Via San Bovio 3 - Segreen Business Park, Building K I-20054 Segrate, MI www.manutenzione-online.com manutenzione@manutenzione-online.com
La Direzione non assume responsabilità per le opinioni espresse dagli autori nei testi redazionali e pubblicitari. Società soggetta all’attività di Direzione e Coordinamento da parte di TIM Global Media BV
PRODUZIONE
Stampa: Logo srl - Borgoricco (PD) La riproduzione, non preventivamente autorizzata dall’Editore, di tutto o in parte del contenuto di questo periodico costituisce reato, penalmente perseguibile ai sensi dell’articolo 171 della legge 22 aprile 1941, numero 633.
Cari lettori di Manutenzione & Asset Management, Marzo è il mese della ripresa della natura, il momento in cui l’inverno cede il passo alla primavera. Dopo la fredda stagione, il paesaggio si colora di nuova vita e anche noi, per il nostro naturale istinto, avvertiamo qualche rinnovato desiderio di cambiamento. È questo il periodo più indicato per guardare al futuro con rinnovata energia, con lo spirito di trasformazione e miglioramento che anima il nostro mondo.
Nel corso degli ultimi anni, la manutenzione ha vissuto un’evoluzione profonda. Da attività puramente operativa, si è trasformata in una disciplina strategica, in grado di migliorare la competitività delle aziende e di renderle più efficienti e sostenibili. Lo scorso anno, abbiamo esplorato il mondo della Lean Production applicata alla manutenzione, approfondendo strumenti e metodologie che ci aiutano a ottimizzare i processi. Quest’anno, vogliamo spingerci ancora oltre e affrontare un tema più ambizioso: il futuro della manutenzione nell’era delle nuove tecnologie.
Robotica avanzata, stampa 3D, materiali intelligenti, biotecnologie, intelligenza artificiale, realtà virtuale: parole che fino a pochi anni fa sembravano appartenere a scenari fantascientifici, oggi stanno rapidamente entrando nel nostro mondo. Ma come cambieranno il nostro modo di operare? E come possiamo prepararci a questa trasformazione? Immaginiamo un futuro in cui i robot saranno in grado di affiancare i tecnici, eseguendo ispezioni e operazioni in ambienti pericolosi, riducendo i rischi per la sicurezza e garantendo interventi tempestivi. Pensiamo alla stampa 3D, che consentirà di produrre pezzi di ricambio su richiesta, eliminando i tempi di attesa e ottimizzando la gestione delle scorte. Oppure ai materiali intelligenti, capaci di auto-ripararsi, riducendo drasticamente la necessità di manutenzione correttiva. E ancora, l’intelligenza artificiale è già oggi in grado di analizzare enormi quantità di dati in tempo reale, sarà in grado di prevedere i guasti ottimizzando la pianificazione degli interventi? Sensori sempre più avanzati monitorano costantemente le condizioni degli impianti, quando trasformeranno realmente la manutenzione in una pratica predittiva e non più reattiva? Persino la realtà aumentata e la realtà virtuale stanno trovando applicazione nel nostro settore, migliorando la formazione degli operatori e permettendo di effettuare manutenzioni da remoto con un livello di precisione mai visto prima. Di fronte a tutto questo, la domanda sorge spontanea: quale sarà il ruolo del manutentore del futuro? Se le macchine saranno sempre più autonome, se i sistemi saranno in grado di autodiagnosticarsi e persino di auto-ripararsi, quale sarà il valore aggiunto della competenza umana? A queste ed altre domande tenteremo di rispondere, se possibile.
Cari lettori di Manutenzione & Asset Management, come la natura si rinnova ogni primavera, anche la manutenzione sta cambiando e con essa il nostro ruolo. Questo è il momento di prepararci, di acquisire nuove competenze e di affrontare il futuro con curiosità e determinazione. Non possiamo limitarci ad osservare il cambiamento: dobbiamo esserne protagonisti. E lo faremo insieme.
Un caro saluto, Filippo De Carlo
Prof. Filippo De Carlo, Direttore Responsabile, Manutenzione & AM
Informativa ai sensi dell’art. 13. d.lgs 196/2003 I dati sono trattati, con modalità anche informatiche per l’invio della rivista e per svolgere le attività a ciò connesse. Titolare del trattamento è TIMGlobal Media Srl con Socio Unico - Via San Bovio 3 - Segreen Business Park, Building K - Segrate (MI). Le categorie di soggetti incaricati del trattamento dei dati per le finalità suddette sono gli addetti alla registrazione, modifica, elaborazione dati e loro stampa, al confezionamento e spedizione delle riviste, al call center e alla gestione amministrativa e contabile. Ai sensi dell’art. 13. d.lgs 196/2003 è possibile esercitare i relativi diritti fra cui consultare, modificare, aggiornare e cancellare i dati nonché richiedere elenco completo ed aggiornato dei responsabili, rivolgendosi al titolare al succitato indirizzo.
Informativa dell’editore al pubblico ai sensi ai sensi dell’art. 13. d lgs196/2003
Ad sensi del decreto legislativo 30 giugno 2003, n° 196 e dell’art. 2, comma 2 del codice deontologico relativo al trattamento dei dati personali nell’esercizio dell’attività giornalistica, TIMGlobal Media Srl con Socio Unico - Via San Bovio 3 - Segreen Business Park, Building K - Segrate (MI) - titolare del trattamento, rende noto che presso propri locali siti in Segrate, Centro Commerciale San Felice, 86 vengono conservati gli archivi di dati personali e di immagini fotografiche cui i giornalisti, praticanti, pubblicisti e altri soggetti (che occasionalmente redigono articoli o saggi) che collaborano con il predetto titolare attingono nello svolgimento della propria attività giornalistica per le finalità di informazione connesse allo svolgimento della stessa. I soggetti che possono conoscere i predetti dati sono esclusivamente i predetti professionisti nonché gli addetti preposti alla stampa ed alla realizzazione editoriale della testata. Ai sensi dell’art. 13. d.lgs 196/2003 si possono esercitare i relativi diritti, tra cui consultare, modificare, cancellare i dati od opporsi al loro utilizzo, rivolgendosi al predetto titolare. Si ricorda che ai sensi dell’art. 138, del d.lgs 196/2003, non è esercitabile il diritto di conoscere l’origine dei dati personali ai sensi dell’art. 7, comma 2, lettera a), d.lgs 196/2003, in virtù delle norme sul segreto professionale, limitatamente alla fonte dello notizia.
SOMMARIO
In questo numero
A.I.MAN. INFORMA
9. Partner Sostenitori
11. Notiziario dell’Associazione
A.I.MAN. ASSOCIAZIONE ITALIANA MANUTENZIONE
16. Un anno di lavoro e prospettive: l’inizio delle attività 2025
Giorgio Beato, Presidente, A.I.MAN.
17. 2025-2026: due anni da protagonisti!
Cristian Son, Responsabile Relazioni Esterne e Delegato EFNMS, A.I.MAN.
MANUTENZIONE & SERVICE
EDITORIALE
18. Imbarcare il condition monitoring: la sfida della manutenzione predittiva nel trasporto marittimo
Giuseppe Adriani, Membro del Consiglio Direttivo e coordinatore regionale, A.I.MAN. Toscana
22. Strategie di manutenzione ed efficientamento continuo
Daniele Nori, Chief Operations Officer, Lucart Group
24. ACTV S.p.a.: navigazione, manutenzione e sostenibilità nel futuro di Venezia
Oltre alla possibilità di avere il loro logo sul sito A.I.MAN. e nella Rivista Manutenzione & Asset Management, i Partner Sostenitori potranno utilizzare il logo personalizzato A.I.MAN.-Azienda Partner Sostenitore nelle comunicazioni e canali media preferiti per tutto
Camozzi it.camozzigroup.com
E-Repair e-repair.com
John Crane johncrane.com
Nico nicospa.com
SKF skf.com
Aggiornato al 24 febbraio 2025
il 2025 ed avranno un post istituzionale linkedin dedicato; nella quota è inoltre compresa una pagina di pubblicità sulla Rivista Manutenzione & Asset Management. Per ulteriori informazioni aiman@aiman.com
CICPND cicpnd.it
CVA cvaspa.it
Hexagon hexagon.com
ManTra man-tra.it
Rendelin rendelin.it
I.S.M.E ismesrl.com
MENZ&GASSER menz-gasser.i
SCHAEFFLER schaeffler.it
A.I.MAN. INFORMA Quote
SEZIONI TEMATICHE A.I.MAN.
Manutenzione & Digitalizzazione
Manutenzione OEM & Distribuzione
Manutenzione & Formazione
Manutenzione & Infrastrutture
Manutenzione & Service
Manutenzione & Sicurezza
Manutenzione & Sostenibilità
Manutenzione & Trasporti
Manutenzione & HR
L’Assemblea dei Soci 2024, tenuta il 13 dicembre, ha deliberato le nuove quote associative.
(2025)
(2025-2026)
(2025-2026-2027)
(2025)
(2025-2026)
(2025-2026-2027)
PARTNER SOSTENITORI:
A PARTIRE DA 1.500,00 EURO + IVA
• Possibilità per i Partner Sostenitori di avere il loro logo sul sito A.I.MAN., nella Rivista Manutenzione & AM, invio del logo personalizzato A.I.MAN.-Azienda Partner Sostenitore da utilizzare nelle comunicazioni e canali media preferiti, post linkedin e pagina intera adv su Rivista.
Sono previste altre eventuali opportunità di supporto associativo, da verificare con il Responsabile Marketing & Relazioni Esterne.
ECCO I BENEFIT RISERVATI AI SOCI:
• Abbonamento gratuito alla ns. rivista - mensile - (due copie per Soci Collettivi e Sostenitori)
• Accesso all’area riservata ai Soci sul sito www.aiman.com
• Invio al Comitato Tecnico Scientifico di articoli, per la pubblicazione sulla rivista stessa
• Partecipazione agli Eventi previsti nell’arco dell’anno
• Partecipazione gratuita alle varie manifestazioni culturali organizzate dalla Sede e dalle Sezioni Regionali
• Partecipazione a Convegni e seminari, patrocinati da A.I.MAN., con quote ridotte
• Possibilità di proporsi come Socio rappresentante di A.I.MAN. ad attività/eventi ed essere visibile all’interno dell’area Spazio Soci del sito ufficiale www.aiman.com
• Scambi culturali con altri Soci su problematiche manutentive
• Assistenza ai laureandi per tesi su argomenti manutentivi
• Acquisto delle seguenti pubblicazioni, edite dalla Franco Angeli, a prezzo scontato: “Approccio pratico alla individuazione dei pericoli per gli addetti alla produzione ed alla manutenzione”, “La Manutenzione nell’Industria, Infrastrutture e Trasporti”, “La Manutenzione Edile e degli Impianti Tecnologici.
• Opportunità di aderire congiuntamente ad A.I.MAN. e ad ANIPLA (Associazione Nazionale Italiana per l’Automazione) pagando una quota forfettaria scontata.
• Opportunità previste dalla Partnership A.I.MAN. -Hunters Group
• Opportunità previste da accordi di collaborazione, in sede di definizione, con Associazioni interessate alla Manutenzione ed alla Formazione.
Il pagamento della quota può essere effettuato tramite:
- Pagamento on line, direttamente dal sito A.I.MAN. con
Un anno di lavoro e prospettive: l’inizio delle attività 2025
Il 2025 inizia con grande entusiasmo e con numerosi progetti in cantiere per A.I.MAN. Questo è un anno speciale: proprio il mese di marzo rappresenta un anno da quando i Consiglieri mi hanno votato come Presidente dell’Associazione, della quale mi onoro di far parte da ormai quasi 15 anni. In questi ultimi 12 mesi abbiamo avuto l’opportunità di vivere momenti di grande importanza per il settore della manutenzione, ma anche di riflettere sulle sfide future.
Lo scorso settembre, abbiamo vissuto un evento straordinario a Rimini: EuroMaintenance, l’unica fiera e congresso europeo dedicato alla manutenzione. Questo evento ha rappresentato una vetrina eccezionale per il settore, un’occasione di aggiornamento e confronto tra esperti e operatori, dove sono stati trattati temi di fondamentale importanza come la sostenibilità e la sicurezza e ci ha permesso di incontrare tanti nuovi addetti ai lavori, oltre a mostrare A.I.MAN. nel contesto Europeo.
Il nostro 2025 inizia con l’Opening Day del 20 marzo presso lo Stabilimento Martini & Rossi di Pessione di Chieri (TO), una giornata che darà il via a una serie di attività che ci vedranno protagonisti sul territorio. Siamo felici di poter contare sulla collaborazione di questo nostro socio storico che ci ospiterà in questo importante evento. Un ringraziamento particolare va al Plant Manager, Giorgio Castagnotti, per l’accoglienza e la disponibilità dimostrataci.
In un contesto economico incerto e in continua evoluzione, le aziende si trovano a dover ottimizzare sempre di più i costi e migliorare le performance.
La manutenzione, che ha sempre avuto un ruolo di supporto, oggi è vista come una funzione strategica per garantire la continuità operativa e per affrontare le sfide quotidiane.
A.I.MAN. continuerà a essere al fianco dei suoi soci con il suo organo ufficiale Manutenzione & AM, con eventi e attività che mirano a rispondere alle esigenze di un settore in continua evoluzione. La formazione non riguarda solo l’acquisizione di nuove competenze tecniche, ma anche la cultura della manutenzione, che deve essere diffusa e consolidata all’interno delle aziende. In un periodo come questo, in cui molte imprese si trovano a dover fare i conti con la scarsità di risorse e con la necessità di ottimizzare i processi, è fondamentale che i professionisti della manutenzione possiedano una solida preparazione per affrontare le sfide del futuro.
A.I.MAN. intende anche focalizzarsi su temi molto attuali, come la sostenibilità e la sicurezza. La manutenzione è infatti un elemento chiave per l’adozione di pratiche industriali sempre più sostenibili, in grado di ridurre l’impatto ambientale e migliorare l’efficienza energetica. Allo stesso tempo, la sicurezza sul lavoro deve rimanere una priorità, e in questo senso la formazione gioca un ruolo centrale per prevenire gli incidenti e garantire ambienti di lavoro sicuri.
Concludendo, vogliamo augurare a tutti i nostri soci e partner un 2025 ricco di successi, opportunità e crescita.
Buon lavoro a tutti!
Giorgio Beato, Presidente, A.I.MAN.
2025-2026: due anni da protagonisti!
Il 2025 è un anno che ci vede protagonisti e pronti ad affrontare una serie di eventi di grande rilevanza per il settore della manutenzione. Dopo l’indimenticabile esperienza di EuroMaintenance 2024, che ha visto la partecipazione di oltre 3.500 professionisti della manutenzione provenienti da tutto il mondo, siamo pronti a partire con una serie di iniziative che ci permetteranno di consolidare il nostro impegno e di rafforzare il legame con i nostri soci, sempre più numerosi e dinamici. Il primo appuntamento di quest’anno sarà l’atteso Opening Day, che si terrà il 20 marzo presso lo stabilimento Martini & Rossi di Pessione di Chieri (TO). Questo evento segnerà simbolicamente l’inizio delle nostre attività del biennio e rappresenterà un’occasione unica nel nostro contesto.
Nello schema qui sotto le info sul prosieguo del nostro piano biennale di attività.
2025, anno dispari, anno di RoadShow con appuntamenti itineranti sul territorio nazionale
Per la prima volta due giornate tematiche con laboratori a tema “Oil & Gas” e “Food & Beverage”
Ritorna l’Osservatorio A.I.MAN.: focus su Manutenzione & Sostenibilità
L’appuntamento finale del 2025: una giornata unica e da non perdere
La “Casa della Manutenzione” riapre le sue porte partendo dalle 7000 views dell’Episodio numero 3
Cristian Son, Responsabile Relazioni Esterne e Delegato EFNMS, A.I.MAN.
EDITORIALE
Imbarcare il condition monitoring: la sfida della manutenzione predittiva nel trasporto marittimo
Giuseppe
Adriani, Membro del Consiglio
Direttivo e coordinatore regionale
A.I.MAN. Toscana
Nei numerosi articoli che sulla nostra rivista hanno affrontato il tema della capacità di analizzare i “segnali premonitori” di possibili guasti o anomalie, il target era di solito un contesto industriale, partendo dalla sua infrastruttura civile nella molteplicità di applicazioni, il team col personale dedicato, e gli impianti di contorno ai numerosi assets. A queste situazioni si rivolge la maggioranza delle proposte delle varie società di service che si confrontano tra diverse proposte tecnico/commerciali (valutando costi/benefici, sicurezza, impatto sulla produzione corrente…) per poi scegliere la strategia più adatta al contesto. Con il giusto spazio dedicato alla formazione e soddisfazione del personale in campo che porterà avanti fisicamente il progetto.
Mentre quando si ipotizza di gestire una nave in ottica di “predittiva” le sfide sono ancora più complesse; oltre a quanto già evidenziato, la Sicurezza gioca un ruolo determinante in tutte le scelte manutentive. Per convenzione e consolidata tradizione un bastimento (dal piccolo cabotaggio, fino alla maxi petroliera) seppur frutto di un accurato progetto, al momento dell’entrata in servizio deve superare numerosi controlli da parte di uno o più enti di certificazione che ne confermano la “robustezza strutturale” e l’idoneità all’uso per le rotte previste. Tali enti lo terranno sotto controllo durante il corso della sua vita utile, verificando le principali infrastrutture, scendendo nei più minimi dettagli funzionali, ad evitare possibili avarie che potrebbero scatenare disastri ambientali non trascurabili.
Le nostre metropoli sono quasi tutte cresciute in prossimità di fiumi, laghi o mari, perché lo spostamento dei grandi carichi connessi con l’edificazione delle costruzioni avveniva con un minimo spreco di energie, grazie allo scarso attrito offerto dal trasporto sull’acqua. Una zattera trainata da buoi consentiva di trasportare decine di tonnellate di pietre o marmi pregiati, per l’edificazione di una maestosa cattedrale, con minimo dispendio di energie. La spinta dei dolci venti dell’Aliseo ha favorito per secoli scambi favorevoli tra l’Europa ed il “Nuovo mondo”, così come altre imponenti correnti e diversi “trade-winds” hanno sospinto mercanti, o migranti, attraverso rotte anche impegnative, intessendo una rete di scambi commerciali che coinvolgono l’intero globo. Una nave del passato - ante rivoluzione industriale - era pensata e costruita utilizzando legnami pregiati, selezionati, che dopo una lunga stagionatura prendevano le forme desiderate, conferendo solidità ad un insieme nato per affrontare eventi atmosferici di grande impatto; perché (appunto) la propulsione era essenzialmente a vela. Basata sul vento. Quindi più forti erano i venti (compatibilmente con la stazza del veliero in questione) più velocemente sarebbe giunto a destino il prezioso carico conservato all’interno della stiva. La manutenzione di simili meraviglie artigianali era continua, legata al logorio fisiologico dei componenti tutti “green” per necessità. Ovvero per lo più derivati dalla cellulosa vegetale; fossero canapi, oppure bozzelli ed altre manovre mobili, oppure le tavole del fasciame costruttivo. Il legname, in forme appena sbozzate era trasportato (unica ridondanza consentita) come possibile ricambio, da adeguare all’occorrenza, sagomandolo per la specifica necessità. Per oltre un millennio le tecniche di costruzione navale e di conseguenza le varie strategie manutentive sono rimaste praticamente invariate. Le sagome delle imbar-
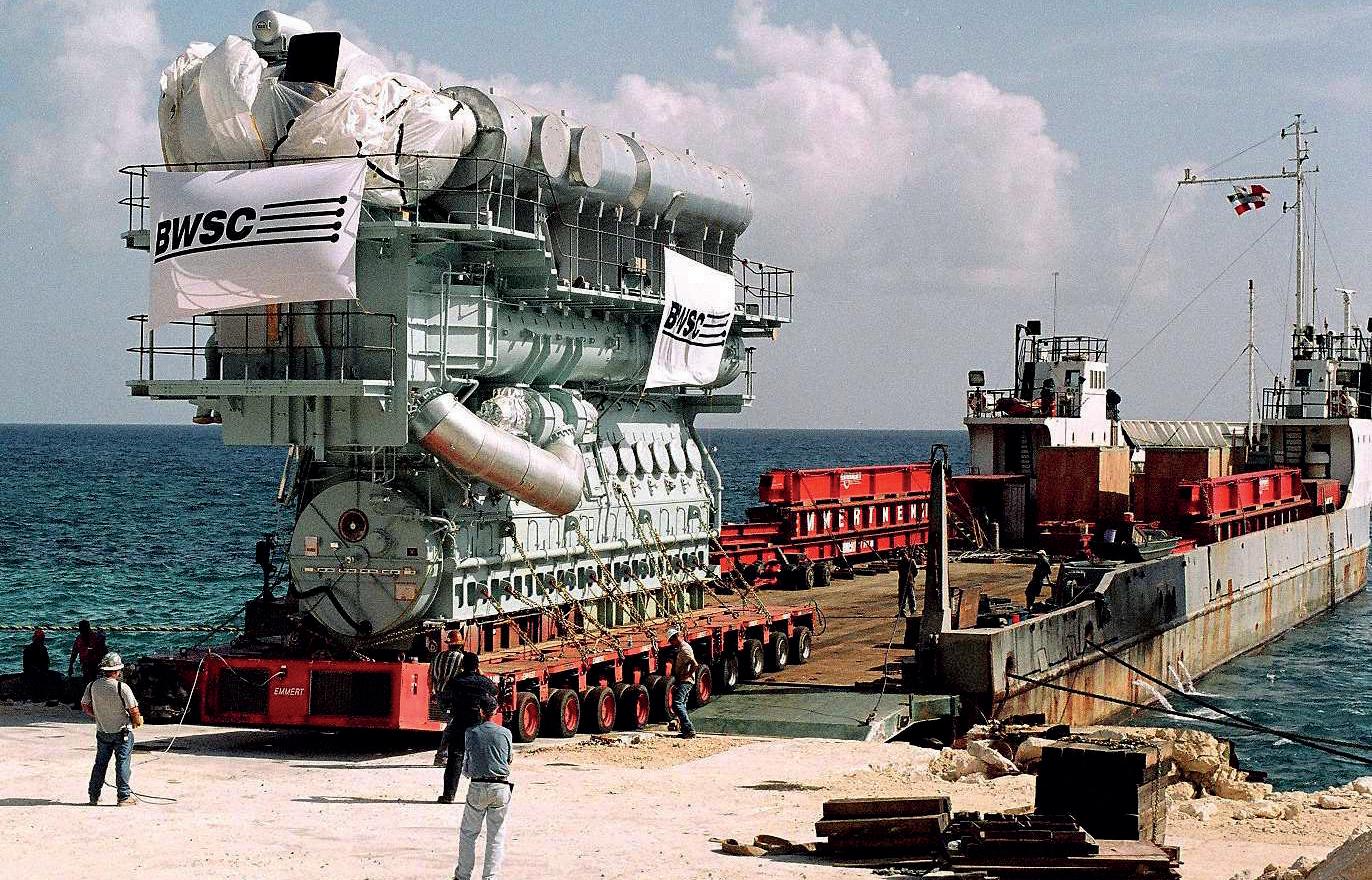
cazioni da forme inizialmente “panciute” si sono sempre più affilate, mentre il numero degli alberi e le velature di conseguenza aumentavano sospingendo tali “legni” a velocità di tutto rispetto. Corvette, Fregate, Vascelli di grande stazza, con numero di ponti (e di cannoni) crescente, sono divenute le sagome più popolari nelle “marine” o nei porti (ben rappresentate nei dipinti dell’epoca) che al contempo crescevano di dimensioni per accogliere carichi sempre più importanti di merci esotiche. Ancora oggi in carriera militare esiste il Capitano di Corvetta, a cui segue il C. di Fregata per arrivare al grado di C. di Vascello come un traguardo non banale per un ufficiale di Marina. Anche i molti riferimenti amministrativi societari, ad esempio la classica “SaS” o società in accomandita semplice derivano dall’epoca dei primi scambi commerciali di imbarcazioni (caracche, caravelle, tartane…) che a vela si spingevano verso gli avamposti della civiltà europea tardo medievale. Scoprendo nuovi mercati e possibilità di scambi molto remunerativi. Da cui l’ “Accomandante” (che si imbarcava col ruolo di capitano) e l’Accomandatario, ovvero il riconoscimento dei due diversi ruoli tra chi rischiava la vita, salpando verso l’ignoto e chi il capitale (rischio d’impresa), investito in tali spedizioni che solo poche volte avevano successo. Ma con margini assai remunerativi; non solo oro, a quei tempi anche le spezie erano quotate in borsa! Il traffico mercantile odierno (responsabile del trasporto di circa il 90% dei beni nel mondo) si sposta grazie ad una immensa flotta di navi la cui propulsione è basata su un certo numero di motori o generatori elettrici (comprese TG aeroderivate di varie taglie), direttamente o indirettamente collegati ad uno o più assi elica (un tempo “elice”) che consentono velocità di tutto rispetto. Quello che nel passato era uno scafo “vuoto” o poco più, la stiva, da riempire di merci alla rinfusa, oggi è un concentrato di tecnologie che oltre a garantire la velocità
e la rotta secondo programmi condivisi con la società armatrice, provvedono alla movimentazione del carico (container di varie taglie e fogge) in condizioni di massima Sicurezza. Le “autostrade del mare” sono invisibili per il comune mortale ma risultano assai evidenti sui monitor della plancia di comando che riportano i segnali GPS elaborati in tempo reale. A loro volta interpolati dalle varie torri di controllo (non molto dissimili da quelle del traffico aereo) localizzate in prossimità dei punti nevralgici, grazie ai “transponder” di vario tipo installati sulle unità in oggetto. Ne deriva che praticamente fin dal momento del varo lo scafo diventa un “organismo vivente” la cui energia dovrà essere prodotta in continuità da una serie di generatori alimentati da carburante diesel (più o meno depurato) per mantenere in efficienza tutte le varie funzionalità di bordo.
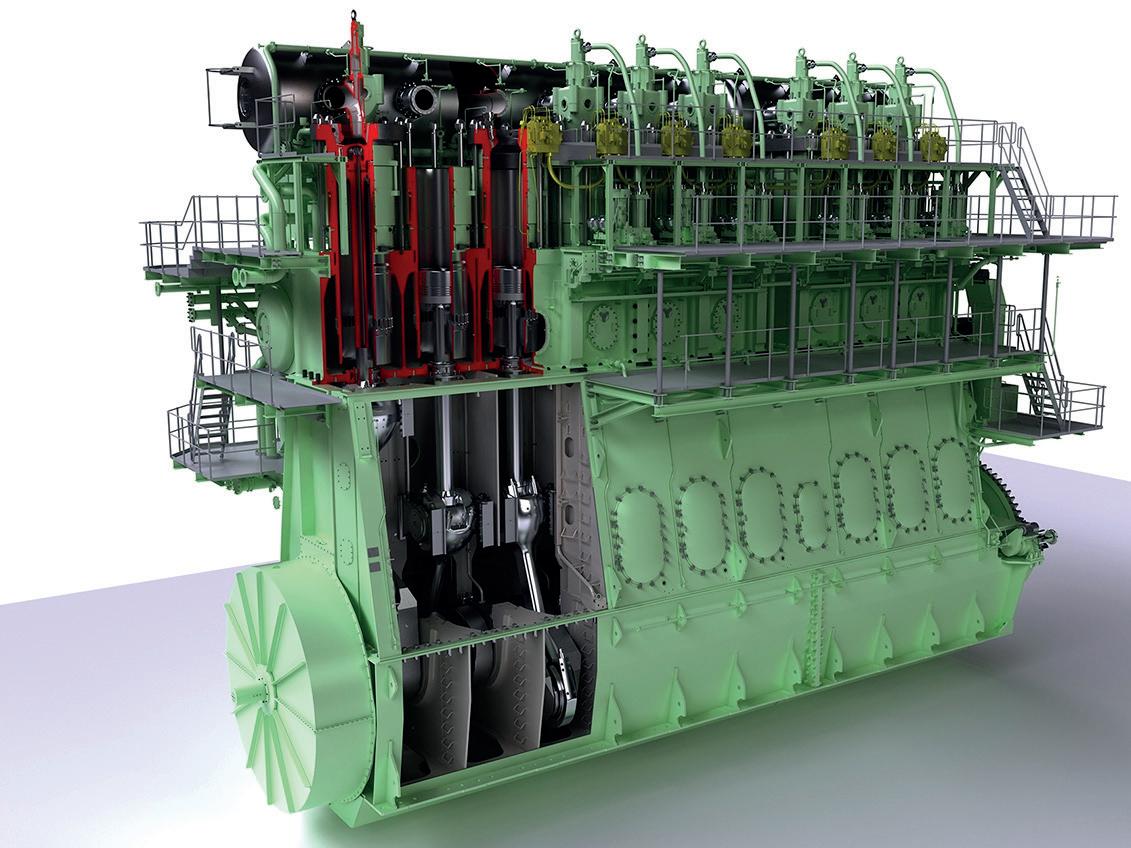
Anche se esistono diversi progetti pilota per ridurre l’impatto del trasporto marittimo (che seppur meno molesto – anche perché lontano dagli sguardi della popolazione – del trasporto su gomma interferisce pur sempre con i fragili ecosistemi marini) comprese navi la cui propulsione è legata al Fotovoltaico, o addirittura a “vele ausiliarie” che vengono innalzate quando il vento spira da una direzione favorevole… tuttavia gli idrocarburi sono la base della combustione e di conseguenza della propulsione. Parliamo di serbatoi immensi, sotto la linea di galleggiamento in cui vengono stoccate centinaia di tonnellate di prodotti fossili (il carbone praticamente scomparso, sostituito da olio combustibile con tenore di zolfo variabile, fino al gasolio molto raffinato, in funzione della tipologia di impiego). I vari meccanismi per operare in Sicurezza a loro volta richiedono i lubrificanti più adatti allo scopo, secondo le specifiche dei costruttori. Anche in questo caso qualche tonnellata di prodotti, distribuiti in vari serbatoi, facilmente raggiungibili allo scopo di reintegrare la giusta quantità di lubrificante ogni volta che risulti necessario. I grandi motori navali che alla fine sono una replica “ingigantita” di quelli che utilizziamo nelle nostre vetture hanno alesaggi dell’ordine dei 1.500 mm ed anche di più, sono necessariamente molto lenti (poche centinaia di giri) ma raggiungono potenze assai elevate, anche migliaia di cavalli. Le quantità di lubrificante in gioco sono di conseguenza importanti; ed in linea di massima si parla di lubrificazione “a vita”. Di rado si pensa alla sostituzione dell’olio dato che lo stesso partecipa alla combustione (in molti casi si tratta di un vero ciclo “2 tempi”) direttamente ed indirettamente. Per cui si assiste ad un
continuo reintegro della carica del lubrificante, un po’ come in uno scooter vecchio stile. I sottoprodotti della combustione di tali ingenti quantità di “fuel” in genere ad alto o medio tenore di zolfo portano all’accumulo all’interno dell’olio di radicali acidi (SO2-SO3-NOx) molto aggressivi che potrebbero in breve tempo – se non inibiti - creare danni non trascurabili a tutta la “parte calda” del sistema. Ed infatti le formulazioni per l’impiego in marina “heavy duty” prevedono l’aggiunta di pacchetti basici assai importanti. Il monitoraggio del livello di “BN” ovvero numero di base (alcalinità residua) ancora presente nel fluido ha una notevole valenza diagnostica. La misura classica si ottiene mediante titolazione in Laboratorio; ma oggi è possibile ricorrere anche a strumenti user friendly tipo Fluidscan che possono essere facilmente utilizzati anche a bordo della stessa nave, da parte di personale non specialistico. Ottenendo misure puntuali e ripetitive. Anche la quantità percentuale di carburante - frazioni incombuste - accumulata all’interno del lubrificante può essere un prezioso indicatore di potenziali rischi, legati alla autoaccensione dell’olio contaminato. Con conseguenti gravi incendi o esplosioni in sala macchine. In passato veniva impiegato un apparecchio che misurava il “punto di infiammabilità” creando i presupposti per l’innesco di un piccolo volume di olio, in condizioni controllate. Il famoso “Cleveland”. Che comunque rilasciava in ambiente fumi pestilenziali, purtroppo durevoli. Anche in questo caso la tecnologia è riuscita a creare un piccolo strumento “FDM-Fuel Dilution Meter” che senza creare alcun rischio o emissione per l’operatore può misurare con precisione la percentuale di incombusti presenti nell’olio. Sono solo piccoli esempi di come la tecnica è oggi in grado di venire incontro alle necessità del gestore di una flotta, che con un investimento in apparecchi, ma soprattutto con la giusta formazione del personale di bordo, può monitorare “n” parametri strategici dei propulsori principali di un mercantile, direttamente durante la navigazione, senza dovere attendere la sosta in un porto e l’inevitabile ritardo nella consegna dei report, per capire “se” esiste un possibile rischio di avaria. Più avanti, all’interno della rivista troverete una bella descrizione della manutenzione vigente presso ACTV. L’azienda i cui oltre cento iconici “vaporetti” solcano le acque della laguna di Venezia in condizioni sempre molto impegnative. Le attuali strategie di “predittiva” sono mirate proprio alla salvaguardia di tale servizio in condizioni di grande Sicurezza gestionale. □
MANUTENZIONE &
Strategie di manutenzione ed efficientamento continuo
Leader europeo nella produzione di carta tissue, Lucart ha standardizzato la gestione della manutenzione nei suoi stabilimenti. Dall’Italia all’estero, un sistema informatizzato integrato che ottimizza processi, magazzini e competenze. Una visione di Gruppo che punta su nuove figure professionali e sinergie tra plant
Daniele Nori, Chief Operations Officer, Lucart Group
LUCART è una realtà Multinazionale tra i maggiori players Europei nei settori della produzione e trasformazione di carta Tissue con una produzione annua di circa 400.000 Tons. Da molti anni è riconosciuta come leader nella circolarità e sostenibilità ambientale con circa il 50% della sua produzione proveniente da carta riciclata; l’azienda si è da sempre contraddistinta per i processi tecnico-produttivi innovativi, come quelli che le consentono di produrre carta Tissue a partire, ad esempio, dal riciclo dei cartoni per bevande tipo Tetrapak.
Da sempre LUCART è stata altresì attenta all’efficienza dei processi gestionali interni e in questo ambito dal 2019 si è dotata di un sistema per la gestione informatizzata della Manutenzione (CMMS) che ha inizialmente sviluppato e introdotto sui siti Italiani di Diecimo, Porcari e Castelnuovo Garfagnana, per poi estenderlo negli anni successivi ai plant di Avigliano-PZ (2021) e recentemente all’estero nei sui impianti in UK e Spagna (2024). Oggi la piattaforma INFOR costituisce l’apprezzato standard aziendale a livello di Gruppo per la gestione di tutti i processi manutentivi e la gestione dei Magazzini ricambi. Successivamente all’implementazioni di tale strumento, l’Azienda ha inteso proseguire nell’ efficientamento dei processi, concentrandosi sulla creazione di reportistica interna in particolar modo inerente alla rendicontazione dei Work Orders manuten-
tivi (WOs), interfacciando a tal scopo INFOR con gli strumenti di Business Intelligence presenti in azienda (Sharepoint).
Un’ altra importante attività ha poi riguardato la razionalizzazione dei magazzini, resa possibile dalle nuove capacità del CMMS di confrontare i magazzini dei vari plant in virtù dell’uniformità dei codici articoli fra plant.
Sono inoltre state introdotte procedure di consultazione e scambio informativo per facilitare acquisti comuni di parti di ricambio tra i differenti plant, al fine di promuove acquisti condivisi e ridurre in conseguenza le giacenze.
Uno dei risultati collaterali ottenuti tramite l’implementazione del CMMS è stato quello di garantire una aumentata sicurezza e solidità nella gestione del dato, oltre all’ introduzione di un maggiormente disciplinato work flow nella gestione del processo, dalla creazione della richiesta di intervento fino alla realizzazione e consuntivazione del WO manutentivo.
L’ introduzione di applicazioni MOBILE (tramite l’utilizzo di tablet) ha anche consentito sia ai magazzinieri sia ai Manutentori stessi una efficienza e velocità di disbrigo di sotto-processi importanti come quello dello scarico ricambi sui WOs, possibile ora anche direttamente sul luogo di intervento.
A livello organizzativo l’introduzione e utilizzo del CMMS ha posto un importante tema di competenze, per le quali LUCART ha de-
ciso di investire nella creazione e formazione di figure nuove come quella del PLANNER di Manutenzione, deputato soprattutto alla pianificazione e schedulazione degli interventi di manutenzione straordinaria programmata.
Parallelamente si è provveduto ad introdurre una nuova funzione di Key User Gruppo per i processi manutentivi, figura depositaria della conoscenza dei processi standard che ha consentito di supportare centralmente i Roll Out sui vari siti italiani e soprattutto esteri, garantendo uniformità di applicazione alle varie latitudini del sistema e dei processi sottostanti.
Infine l’utilizzo di un sistema fortemente condiviso tra i differenti impianti ha fornito la consapevolezza della necessità di un maggior coordinamento tra i servizi tecnici dei vari siti. Pertanto è stata recentemente designata una nuova funzione di Technical Asset Manager che, a riporto della Direzione Industriale di Gruppo, dovrà supervisionare le Manutenzioni dei singoli Plant affinché possano lavorare con gli stessi processi e gli stessi metodi, oltre a coordinare meglio le sinergie negli acquisti dei componenti e delle parti di ricambio tra gli stabilimenti, la gestione di scorte comuni, la scelta di fornitori strategici ecc., ottenendo le massime sinergie possibili dall’ uniformità dei processi.
LUCART è soddisfatta del percorso compiuto, consapevole che si tratta non tanto di im-
plementare un semplice software quanto di operare e gestire un cambio di paradigma nei processi manutentivi che comporta importanti aspetti di implicazione delle persone ma che nella sua evoluzione darà sempre maggiori risultati nel corso del tempo. A tal riguardo i passi futuri consisteranno nell’ implementazione di INFOR in Francia, ultima country ancora scoperta, e nello sfruttare le potenzialità del CMMS nello sviluppo degli Analytics, ovvero la creazione di indicatori di performance capaci di misurare meglio l’efficacia ed efficienza dei processi. □
Lucart Converting Plant
ACTV S.p.a.: navigazione, manutenzione e sostenibilità nel futuro di Venezia
Dal Canal Grande alla Laguna, la storia di ACTV racconta l’evoluzione del trasporto pubblico acqueo veneziano. Oggi l’azienda punta su tecnologie innovative e manutenzione intelligente per garantire un servizio sempre più efficiente. Un esempio di come tradizione e innovazione possano dialogare per rispondere alle esigenze di mobilità di una città unica
Piero Cerni, Coordinatore
Ufficio
Pianificazione
Navale ACTV S.p.A. MANUTENZIONE
La nascita di ACTV S.p.a.
Nel 1881, in occasione del “Congresso di Geografia”, il vaporetto Regina Margherita solca per la prima volta il Canal Grande. Successivamente, la Compagnie des bateaux Omnibus ottiene la concessione della linea, costruendo otto battelli in Francia. Dal 1890 la gestione passa alla Società Veneta Lagunare, che estende il servizio alla Laguna. Nel 1903 il Comune fonda l’Azienda Comunale per la Navigazione Interna (A.C.N.I.), rilevando linee e flotta (23 unità, 2.860 passeggeri/giorno). Nel 1930, con l’acquisto di altre 14 imbarcazioni, diventa A.C.N.I.L., con 57 unità e 11.750 passeggeri. L’apertura del ponte automobilistico Venezia-Terraferma nel 1933 amplia ulteriormente le sue competenze. Nel 1941 A.C.N.I.L. sostituisce la tramvia del Lido con un servizio automobilistico. Dopo la guerra, avvia la ricostruzione della flotta con un piano tecnico-finanziario. Negli anni ‘50-’60 si potenziano mezzi e infrastrutture, mentre nel 1965 l’azienda acquisisce la rete urbana di Mestre e Marghera. Nel 1978 nasce l’Azienda del Consorzio Trasporti Veneziano (A.C.T.V.), che unisce A.C.N.I.L., S.V.E.T. e S.V.A. Dal 2001 Actv diventa S.p.A. con capitale pubblico locale. Nel 2006 trasferisce la sede al Tronchetto, investe in mezzi ecologici e acquisisce il Cantiere De Poli a Pellestrina.
Nel 2010 entra in servizio il tram di Mestre e nel 2012 nasce la holding AVM, che coordina Actv, Vela e Pmv, migliorando costi e servizi.
Servizio di Navigazione
Il servizio di navigazione è svolto con circa 150 mezzi e oltre 100 stazioni galleggianti (pontoni). La flotta comprende vaporetti, motoscafi, motobattelli, motonavi (fino a 1.200 passeggeri) e traghetti per veicoli. Tutti i mezzi sono certificati dal RINA per sicurezza ed efficienza. Nel 2024 sono entrati in servizio 5 nuovi motobattelli, e nei prossimi 5 anni sono previsti investimenti per migliorare qualità, efficienza e sostenibilità ambientale. Il sistema di trasporto acqueo di Venezia è unico al mondo, richiedendo soluzioni progettuali personalizzate, come la riduzione del moto ondoso attraverso carene innovative.
Strutture di Manutenzione Navale
Actv garantisce la disponibilità dei mezzi con attività di rifornimento, manutenzione e riparazione, operando in due cantieri. Il cantiere di Pellestrina (PELLE) si occupa delle manutenzioni programmate più complesse (MP60, MP36). Il cantiere del Tronchetto (PRODU) gestisce interventi a guasto e manutenzioni più brevi (MP12). Qui opera anche
il reparto Manutenzione Operativa (MANOP) per pronto intervento H24.
Personale e Funzioni
Le officine specializzate (elettricisti, meccanici, falegnami, ecc.) sono coordinate dai capi officina. Il personale di approntamento si occupa dei controlli giornalieri, dell’avviamento motori e del pronto intervento. In entrambi i cantieri è presente un magazzino ricambi per la gestione e distribuzione dei materiali. Gli uffici tecnici sono suddivisi tra la progettazione di nuove unità e il supporto alla manutenzione e gestione dei piani manutentivi. I capi commessa supervisionano i lavori esterni, verificando costi, tempi e qualità degli interventi. La programmazione lavori definisce i piani di manutenzione, il budget, le scadenze e le certificazioni RINA.
L’ISTIT gestisce i rapporti con il RINA e la Capitaneria di Porto per certificazioni e licenze.
L’organizzazione delle manutenzioni in ACTV
La manutenzione della flotta Actv si basa su scadenze prefissate, definite combinando le indicazioni dei costruttori con l’esperienza operativa, le visite statutarie del RINA e le esigenze di servizio.
L’approntamento delle unità riguarda le
unità minori, prive di direttore di macchina, che vengono controllate da MANUTENZIONE OPERATIVA (MANOP) ogni 24 ore con una “visual inspection” notturna. Due operatori verificano il motore, il timone, la marcia avanti e indietro, accertandone la piena funzionalità. Dopo l’approvazione di MANOP, la barca passa alla navigazione. Le unità possono risultare disponibili senza segnalazioni, disponibili con deroga se le anomalie non sono bloccanti, oppure bloccate, con intervento immediato per la risoluzione del problema.
Il rinnovo di classe quinquennale (60 mesi) è obbligatorio per il certificato RINA e prevede lo sbarco e la revisione di macchinari, impianti e strutture con sostituzione di componenti usurati.
La manutenzione a guasto avviene quando i guasti vengono segnalati tramite RDI da MANOP o dall’equipaggio. Se il problema è bloccante e riparabile in poche ore, MANOP interviene immediatamente; altrimenti la barca viene inviata in cantiere. I guasti non bloccanti vengono risolti nella prima manutenzione programmata utile.
Le visite RINA e della Capitaneria di Porto sono finalizzate al rilascio di certificazioni per la navigazione e il trasporto passeggeri, e si effettuano preferibilmente alla fine delle
manutenzioni programmate.
La manutenzione per incidente avviene dopo collisioni o danni da condizioni meteo avverse, con controlli e ripristino delle parti interessate, spesso sotto la supervisione del RINA.
La manutenzione preventiva
La manutenzione a 1000 ore prevede limitati interventi (cambi olii e filtri, ingrassaggi), risoluzione di RDI di piccola entità e controlli per un fermo non superiore ad un giorno (piccole unità) e 2 giorni (unità maggiori).
Tutti gli interventi vengono svolti da personale interno Actv. Le manutenzioni a mesi prevedono interventi più estesi sui macchinari con sostituzione programmata di determinati componenti, controlli più accurati, soluzione di tutte le RDI pendenti, l’alaggio di tutte le unità minori e la loro riverniciatura. Indicativamente il fermo mezzo va da un minimo di 2/3 settimane fino ad un massimo di 4/5 per le unità maggiori. Per questi interventi è frequente l’affidamento a ditte terze operanti all’interno dei cantieri Actv, con comunque interventi del personale interno Actv sui macchinari più critici (come, ad esempio, i macchinari della propulsione) e per interventi che richiedono maggiore specializzazione.
Verso la manutenzione preventiva “su condizioni”
Da circa 2 anni si è deciso di impostare un progetto di Manutenzione “on condition” o su segnali che possa fornire un quadro sullo stato di salute del sistema propulsivo (punto nodale del nostro principale mezzo di trasporto).
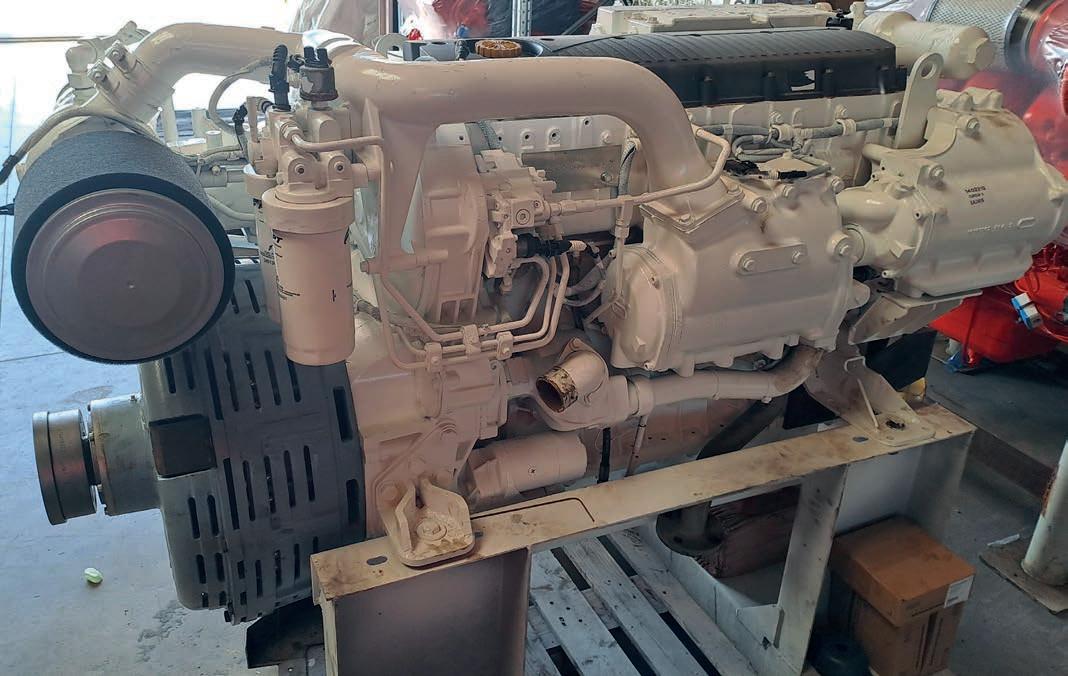
Il sistema propulsivo dei mezzi Actv è stato fortemente standardizzato ed è sostanzialmente lo stesso su circa 150 installazioni. Si compone essenzialmente di un motore diesel con potenza massima di 147kW, con un turbogiunto oleodinamico e invertitore/riduttore a cui è collegata la linea d’alberi che trasmette il moto all’asse elica.
Il servizio cui sono sottoposti i mezzi Actv è del tutto particolare, le unità minori note come “vaporetti” o “motobattelli”, sono quelle che ogni giorno affrontano “in prima linea” l’enorme traffico di turisti e residenti in laguna, e dipendono proprio dall’efficienza dei motori (come trazione) e dalla sicurezza operativa delle trasmissioni per garantire la fluidità delle manovre; con arresti (mediante inversione del moto dell’elica) e partenze che si succedono lungo i canali
ininterrottamente rendendo il servizio assimilabile ad una situazione – costantemente - di manovra. Il mezzo liquido su cui si spostano queste grandi masse non consente le eventuali “frenate” dei veicoli come su terra ferma, ragione per cui è inserito nella linea di propulsione un invertitore/riduttore che ha il duplice compito di ridurre il numero di giri del motore in un regime consono per l’elica, permettendo l’inversione della stessa. Il particolare servizio di Actv, pertanto, rende essenziale rivedere i piani manutentivi dei costruttori (OEM) dei diversi macchinari, ipotizzati per un utilizzo completamente differente che mal si adatta all’uso aziendale. In vista dell’onerosità dell’impegno, sia motore che invertitore sono molto sovradimensionati: il motore diesel ha una cilindrata compresa tra 8-9 L ed è ipotizzato per potenze di taratura che possono arrivare a 620 Cv. In Actv, invece, gli stessi motori sono depotenziati a circa 200 Cv pur mantenendo (grazie alla cilindrata elevata) una coppia elevata, per assicurare l’inversione di marcia anche ai bassi regimi.
L’attuale strategia di manutenzione “on condition” può adeguare i piani manutentivi allo specifico utilizzo e dimensionamento della linea propulsiva, senza dover provvedere a revisione globale (con smontaggio dei meccanismi) secondo le consuete scadenze temporali. Inoltre, può aiutare a stabilire effettivamente quando un macchinario necessita della revisione generale senza vincolarla anch’essa ad un predefinito intervallo temporale.
In ambito navale, infatti, è previsto un intervento di ispezione/revisione ogni 5 anni, legato alla scadenza di classe con il registro navale RINA, indipendentemente dall’utilizzo del macchinario.
L’operatività di un motore endotermico richiede la corretta gestione del lubrificante in termini di rispetto delle specifiche del costruttore (gradazione SAE per la Viscosità, ed adeguata additivazione, in funzione della onerosità di impiego) per l’olio nuovo, oltre al rispetto delle cadenze programmate di sostituzione dell’olio “esausto” e dei filtri, per evitare che il fluido –degradato dall’uso prolungato – possa danneggiare alcuni componenti critici.
In ambito nautico le stesse motorizzazioni (e le trasmissioni di potenza) seppur di origine terreste/stradale subiscono delle indispensabili modifiche per adattarle allo specifico
contesto. La cosiddetta “marinizzazione” consiste nel sostituire al tradizionale radiatore aria/acqua e aria/olio degli scambiatori (un complesso di fasci tubieri proporzionati allo scopo) di calore che utilizzano l’acqua di mare come refrigerante del circuito primario. Ma non solo, anche il sistema gas di scarico deve essere opportunamente raffreddato attraverso l’utilizzo diretto dell’acqua acqua mare che raffredda i gas di scarico e ne abbassa la temperatura per poterli poi espellere in condizioni controllate all’esterno del natante (scarico bagnato), oppure con scarico secco e utilizzo del circuito acqua dolce per il necessario raffreddamento del collettore e turbina.
Si tratta di sistemi che comunque possono facilmente incorrere in fenomeni di aggressione galvanica con trafilaggi di acqua all’interno dei meccanismi attraverso il circuito di lubrificazione.
Nel caso specifico la gestione ACTV ha sviluppato un sistema di scambio termico assai intelligente e semplice che esclude totalmente l’utilizzo diretto dell’acqua mare. Nell’acqua salata-salmastra della laguna, infatti, abbondano enormi quantità di organismi incrostanti (causa di occlusione di
impianti a circuito aperto) e sedimenti. In particolare, poi, la proliferazione di mitili e sporcizia nei circuiti acqua mare nell’area della laguna non ha paragone con quanto avviene in mare aperto. Per evitare continui interventi manutentivi, Actv ha provveduto a riportare in carena (la parte immersa della unità) dei veri e propri tubi radianti che essendo immersi nell’acqua che scorre durante la navigazione, dissipano in maniera efficace il calore del circuito di raffreddamento, mediante un sistema di ricircolo, chiuso, inibito alla colonizzazione da parte di agenti esterni. Ma il rischio di trafilaggi o corrosioni (legate alle correnti galvaniche, vera criticità di una imbarcazione che opera in contesti antropizzati) in mare o in laguna è sempre presente; il concetto di “messa a terra” di un circuito elettrico in questo caso è molto labile. Ed ecco che i controlli di carattere predittivo tesi a prolungare la vita utile del lubrificante in esercizio, con l’intento di sincronizzare le preesistenti cadenze manutentive verso dei traguardi temporali ottimali, in armonia con altre cadenze cicliche, possono fornire ulteriori, preziose informazioni anche sullo stato di salute in generale del meccanismo sottoposto a tali controlli. □
Servitizzazione nella manifattura italiana: promessa di cambiamento o realtà?
Dall’Equipment-as-a-Service ai contratti full-service, la servitizzazione sta ridefinendo i modelli di business manifatturieri. Un’opportunità che le grandi aziende stanno già cogliendo, mentre le PMI si limitano ancora ai servizi base post-vendita. Una trasformazione necessaria ma complessa, che richiede un ripensamento di cultura, organizzazione e competenze
Introduzione
Con il termine “Servitizzazione” - neologismo italiano del più usato “Servitization” - si intende il processo di trasformazione strategica dell’impresa che, attraverso meccanismi graduali e complessi, pone al centro l’offerta di servizi avanzati e soluzioni integrate, a complemento - o in sostituzionedella tradizionale offerta di prodotti. Questa strategia è diventata ormai trasversale. Ne rileviamo la presenza in tutti i settori industriali, sia B2B che B2C. Tra i costruttori di impianti e macchinari, troviamo formule evolute di Servitizzazione definite oggi con il termine “Equipment-as-a-Service”, con pagamenti commisurati ai volumi di produzione realizzati.
Questa trasformazione è oggetto di studio ormai da oltre vent’anni, ma effettivamente soltanto in tempi più recenti che, anche grazie al rapido sviluppo delle nuove tecnologie, l’interesse per questo fenomeno è esploso in modo esponenziale. Infatti, è appurato che una strategia di Servitizzazione, se ben sviluppata può abilitare delle dinamiche di crescita del business; differenziazione e consolidamento di posizioni di leadership; protezione da fenomeni di crisi e stabilizzazione dei ricavi.
L’elemento visibile è la graduale ma costante crescita del fatturato dalla vendita di ser-
vizi – in particolare quelli a valore aggiunto - rispetto alla vendita di nuovi prodotti. Tra i servizi a valore aggiunto rientrano in primis i contratti di manutenzione multi-year, i contratti full-service/full-risk, le soluzioni integrate che includono anche sottoscrizioni, noleggi operativi o – nel caso di più beni – il fleet management, formule pay-per-use e/o per-per-outcome come sopra citati. Ma l’ottenimento di risultati economico-finanziari significativi implica dei cambiamenti rilevanti non solo nell’offerta dei servizi ma implica un ripensamento del modello di business, della cultura, dell’organizzazione, dei processi, delle capacità e delle dotazioni strumentali. Le dimensioni del cambiamento - introdotte in un’impresa dalla Servitizzazione - sono ampie e complesse. Una trasformazione simile è forse oggi la trasformazione più ambiziosa e dirompente per un’impresa di prodotto, in quanto tocca tutti i livelli e le sue componenti. Anche per questo oggi, come discuteremo in questo articolo, la Servitizzazione appare come una trasformazione “soltanto annunciata”, terra di conquista per lo più delle grandi aziende. Ma la strada sembra tracciata: sviluppare nuovi modelli competitivi non più basati (solo) sul prodotto è infatti ormai una necessità per la maggior parte delle aziende manifatturiere.
I benefici della servitizzazione I benefici connessi allo sviluppo di un modello di business “servitizzato” sono numerosi. Nell’attuale economia globale, dove il vantaggio legato al prodotto si erode rapidamente, questa strategia, basata su competenze e servizi, diventa quindi cruciale. In particolare nei settori a consumi bassi e/o stagnanti: la Servitizzazione infatti consente alle aziende di valorizzare il parco installato, estraendo valore dai prodotti già in uso attraverso servizi mirati. Attraverso offerte personalizzate di prodotti e servizi, si rafforza inoltre la fidelizzazione del cliente, trasformando il fornitore in un partner strategico, favorendo così interazioni costanti lungo tutto il ciclo di vita del prodotto con i clienti. In massima sintesi, con la servitizzazione si possono quindi conseguire benefici economico-finanziari (crescita più sostenuta e profitti più alti), strategici (differenziazione dai concorrenti, riposizionamento in mercati maturi di prodotti e tecnologie commoditizzate), commerciali (ad esempio, il lock-in del cliente tramite contratti di noleggio operativo). Ma non solo, oggi appaiono evidenti anche altri vantaggi come quelli di natura ambientale. Infatti, ad esempio tramite servizi di monitoraggio, controllo e ottimizzazione da remoto, si possono ridurre sprechi, consumi, emissioni di inquinanti. Infine, la servitizzazione ha anche un impatto sociale positivo. Infatti, la capacità di creazione di valore tramite servizi ad alta intensità di conoscenza crea barriere alla delocalizzazione delle attività produttive, ed è naturale che i servizi siano di fatto più labour intensive dei processi
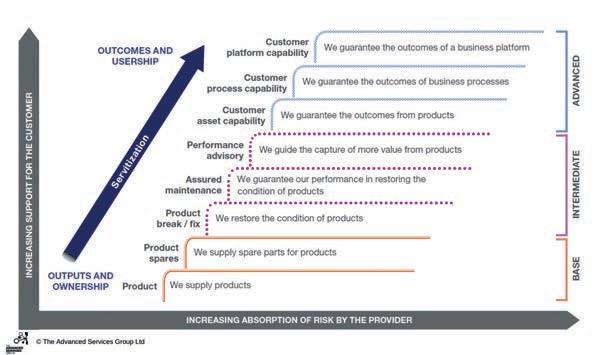
Figura 1
industriali. Per questo, la servitizzazione è quindi anche inquadrabile come strategia di business compatibile con gli obiettivi di sviluppo sostenibile (SDG’s) delle Nazioni Unite (Agenda 2030), e con le politiche dell’European Green Deal.
A che punto siamo
Attraverso le indagini di ricerca che ASAP conduce da oltre 20 anni su questo fenomeno, e abbiamo raccolto numerose evidenze in merito a casi e iniziative di successo, e a progetti ben avviati. Questo però riguarda in gran parte aziende industriali di grandi dimensioni, tra cui i leader del mercato globale quali Siemens, General Electric, Hewlett Packard, Baker Hughes, Ricoh, Scania, GF Machining Solutions, TetraPak. Abbiamo trovato ottime evidenze di processi di questo tipo anche in multinazionali italiane di minori dimensioni che operano in nicchie di grande rilevanza per l’economia nazionale. Se poniamo invece l’attenzione sulle PMI, troviamo una situazione che necessita di essere discussa. Anche le piccole e medie imprese industriali oggi infatti offrono servizi connessi alla vendita del loro prodotto, sia esso un componente, un macchinario o un intero sistema. Però, in questo caso si tratta più che altro dei tipici servizi di post-vendita, tesi a ripristinare l’operatività del bene a fronte di guasti. Si tratta di un business transazionale (one shot), gestito in modo più simile al business di prodotto, che a quello dei servizi avanzati sopra discussi. Di fatto, per parti e riparazioni l’opportunità di vendita nasce a valle di un problema che il cliente/ utilizzatore palesa al fornitore, e che reatti-
Le piattaforme e sistemi informativi della tua
Mario Rapaccini, Università degli studi di Firenze | Direttore Scientifico Centro di Ricerca Intruniversitario ASAP
Federico Adrodegari, Università degli studi di Brescia | Vicedirettore Centro di Ricerca Intruniversitario ASAP
Ripartizione dei ricavi Segmentazione per dimensione
Grandi
Vendita di nuovi prodotti
Vendita di ricambi, consumabili, accessori
Vendita di altri servizi
Vendita di contratti di service annuali o pluriennali
Vendita di software e connettività
Noleggio e altri modelli di vendita "as-a-service" del prodotto
vamente, il fornitore tenta di risolvere. Per la transazione vengono usati i desueti canali del post-vendita/customer support, quali le hotline e le email. Solo in casi particolarmente felici, nelle PMI, è presente un sito di e-commerce per la vendita di spare parts (Figura 1), e un’area riservata con tutta la documentazione e la conoscenza per fornire supporto tecnico al cliente. L’erogazione di questi servizi è spesso dilatata nel tempo, per la necessità di affiancare ad ogni singola transazione delle quotazioni formali che poi andranno a generare l’ordine del cliente. Non riteniamo che questa sia una vera forma di “servitizzazione”, di conseguenza vengono meno le aspettative di conseguire nel lungo termine i benefici discussi sopra, specialmente quelli connessi ad aspetti strategici, ambientali e sociali (ESG). Certo, questi servizi, quando erogati in modo efficiente, possono contribuire al fatturato aziendale. Una recente survey promossa da ASAP e Digital Industries ha evidenziato che i ricavi dalla vendita di parti di ricambio e interventi di riparazione possono attestarsi tra il 15 e il 25% del totale, in un campione di PMI produttrici di macchinari e componenti per il convenzionamento, per la lavorazione di metalli, materiali ceramici, legno, plastica, gomma (Figura 2). Questo risultato nel complesso può sembrare anche soddisfacente, ma in realtà si tratta di un business reattivo, che non nasce da una chiara strategia di innovazione. La vendita di questi servizi - che spesso sono visti come male necessario – è spesso automatica, per il semplice fatto che
una parte della base installata necessita nel tempo di assistenza. Ma sono più le opportunità di co-creazione di valore che non vengono colte. Sono infatti pochissime le PMI che hanno avviato percorsi di sviluppo del business dei servizi avanzati, anche grazie alle tecnologie digitali e alla connettività, e che riescono oggi ad abbinare alla vendita del prodotto contratti per ispezioni e manutenzioni programmate, per il monitoraggio da remoto, il controllo, l’efficientamento e l’ottimizzazione del processo del cliente, la diagnostica, il trouble shooting e la manutenzione predittiva, l’advisory e le raccomandazioni sugli interventi da compiere per aumentare la produttività, fino ad arrivare appunto ai servizi contrattuali con garanzia di risultato e alle citate soluzioni integrate (Equipment-as-a-service).
La consapevolezza c’è, ma mancano gli strumenti e le competenze
Non si tratta di un problema di consapevolezza. Dopo oltre venti anni di indagini, studi, rapporti, seminari, tavole rotonde, corsi di formazione ed eye-opening, la maggior parte di imprenditori e manager è consapevole dei benefici sia della digitalizzazione che della servitizzazione, come pure delle strette connessioni tra queste due innovazioni del modello di business. Inoltre, l’Italia avrebbe un contesto di primo piano per sperimentare lo sviluppo della servitizzazione nelle PMI. Dopotutto, per valore aggiunto siamo sempre la seconda manifattura dell’Europa dopo la Germania, e potremmo quindi avviare in modo diffuso trasformazioni verso
Figura 2
Adozione tecnologie
Segmentazione per dimensione
un’economia di servizi avanzati da cui tutto il sistema nazionale potrebbe beneficiare, in termini di crescita collettiva, più attenzione all’ambiente e alle componenti sociali. Mentre le grandi aziende non necessitano di sussidi e incentivazioni, perché possono procurarsi internamente risorse e conoscenze per avviare e gestire questi cambiamenti strategici, questo non è il caso delle PMI. Su questo fronte servitizzazione e digitalizzazione procedono a braccetto, e anche l’adozione delle moderne tecnologie dell’Industria 4.0 e 5.0 in Italia presenta, ad eccezione di alcune tecnologie ormai consolidate e mature (es. IoT), alcune difficoltà, in primis dovute sempre alla taglia delle imprese e alle relative implicazioni (Figura 3).
Ma nel caso della servitizzazione, mancano delle vere politiche incentivanti che vadano oltre all’adozione delle nuove tecnologie. Mancano inoltre centri di competenza (a parte il Centro di Ricerca Interuniversitario ASAP) che possano guidare questa innovazione verso una economia di servizi avanzati. Infine, come spesso capita, il peggior nemico sembra essere la mancanza di una cultura verso servizi a valore aggiunto che richiedono collaborazione tra attori di un ecosistema debitamente organizzato ed orchestrato. L’Italia non è solo il regno delle PMI, ma è anche quello dove, oltre le facciate, appare esservi un disinteresse per collaborazione e innovazione aperta, e vi sono enormi difficoltà per creare valide alleanze, consorzi e associazioni di impresa che abbiano obiettivi di natura strategica e non economica. Gli sforzi in questa direzione ci sono, ma ancora
insufficienti. Anche il sistema finanziario appare in ritardo. Sono presenti alcune iniziative, ma queste appaiono ancora in fase early stage e di sperimentazione.
E quindi
In conclusione, la servitizzazione del manifatturiero Italiano rappresenta oggi una grande sfida, e una grande opportunità. Mentre le aziende globali hanno fatto progressi significativi, le PMI devono affrontare ostacoli di varia natura, che al momento ritardano o impediscono lo sviluppo di queste tipologie di business. Ciononostante, anche per recuperare competitività, quasi tutte le imprese asseriscono che è per loro imperativo il potenziamento del business dei servizi, e che sono pronte a lavorare a strategie comuni e a mettere a disposizione budget per la sperimentazione e lo sviluppo dei servizi più attrattivi. Affrontare queste sfide richiederebbe però un maggiore coordinamento tra i vari attori, in particolare i policy maker e il mondo della finanza, che agendo di concerto potrebbero mettere a punto meccanismi abilitanti e funzionali allo sviluppo della servitizzazione, con grandi benefici per il sistema Paese. Per approfondire e capire come avviare questa trasformazione –www.asapsmf.org.
Ringraziamenti:
I dati di questo articolo sono tratti dalla ricerca di Digital Industries Word in Collaborazione con il Centro interuniversitario ASAP. □
3
Figura
MANUTENZIONE & SERVICE
Leonardo partecipa al Servitization Bootcamp di Firenze
Il primo Servitization Bootcamp italiano ha visto protagonista Leonardo insieme ad altre 9 aziende leader. Un’occasione unica per esplorare nuove strategie di servizi avanzati sotto la guida di The Advanced Services Group. Al centro dell’evento la metodologia Services Staircase per trasformare le sfide in opportunità di business
Il 21 gennaio a Firenze si è tenuto il Servitization Bootcamp, il seminario sullo sviluppo dei servizi avanzati organizzato da ASAP e da The Advanced Services Group dell’Aston Business School di Birmingham (UK). ASAP ha lavorato intensamente con i colleghi di The Advanced Services Group (ASG) per organizzare questo workshop. È stato il quinto Servitization Bootcamp che ASG ha organizzato fino a questo momento, il primo in Italia. Come location è stato scelto il FIRST LAB dell’Università degli Studi di Firenze. L’obiettivo era principalmente comprendere i momenti salienti dello sviluppo della servitization nelle aziende manifatturiere, lavorando insieme ai manager della community di ASAP.
L’evento ha visto la partecipazione di 20 senior manager e direttori di 10 importanti aziende, per un’intensa sessione di lavoro su questi temi. Per Leonardo hanno preso parte al Bootcamp il VP Operations Claudio De Muro ed il responsabile Services Proposal Luca Zachopulos, oltre al sottoscritto. Con noi il 21 gennaio hanno partecipato manager di Tetra Pak, Thales LAS, SCM Group, IPI Srl, Marmon Group e altri.
Le attività della giornata si sono concentrate su tre elementi chiave [1]:
1. Comprendere in che cosa consiste la crescita guidata dai servizi, studiare le strate-
gie utilizzate per lo sviluppo della servitization ed i vantaggi che queste portano alle aziende che le hanno adottate;
2. Elaborare un modello di business innovativo basato sui servizi per ogni azienda partecipante, valutandone le aree di forza/debolezza e le opportunità di sviluppo;
3. Tracciare il percorso che le aziende possono seguire per giungere a fornire nuovi servizi ai propri clienti, provando ad immaginare i passaggi chiave con i quali si devono confrontare.
Negli ultimi dieci anni ASG ha aiutato molte aziende ad implementare i servizi avanzati nelle loro attività, il che ha portato alla creazione di una solida metodologia. La servitization è un fenomeno complesso e difficile da gestire. La metodologia proposta da ASG permette di ridurre i rischi aiutando le aziende ad affrontare questo percorso in modo più semplice e sicuro.
ASG ha sviluppato un modello denominato Services Staircase che può essere utilizzato per rappresentare le proposte di valore basate sui servizi [2]. La scala dei servizi ha otto gradini che rappresentano le diverse tipologie di offerte: quelle più in alto indicano che si sta fornendo al cliente un supporto maggiore, assumendosi responsabilità che altrimenti sarebbero del cliente stesso.
Il Bootcamp di Firenze era interamente de-
Marcello Moresco, IPT Leader “Customer Support & Service” – U.O. Automation –Leonardo Spa Responsabile della Sezione “Manutenzione & Service” Associazione Italiana Manutenzione
Tab. 1
dicato a supportare i partecipanti nel comprendere questa metodologia, descritta per sommi capi nel Servitization Playbook, che costituisce un compendio al libro Servitization Strategy [2]. Mettendo in pratica alcuni dei giochi del playbook i manager presenti in sala hanno potuto condividere le proprie sfide ed esperienze di servitization. Combinando tutto questo con le altre attività della giornata è stato possibile evidenziare alcuni insegnamenti [1]:
■ Indipendentemente dalle tipologie di prodotti e di sistemi che si realizzano, lo sviluppo dei servizi può innescare un percorso di crescita importante. I passi da affrontare sono molto simili a quelli già compiuti da altre aziende di vari settori industriali: è possibile imparare gli uni dagli altri condividendo le esperienze.
■ La crescita guidata dai servizi richiede una profonda co-creazione con i clienti con un unico obiettivo: “Noi abbiamo successo quando voi avete successo. Come possiamo aiutarvi ad ottenere di più dai vostri processi operativi?”.
■ La crescita guidata dai servizi non è semplicemente la creazione di nuove offerte, ma passa attraverso l’ideazione di un nuovo modello di business che integra le attività guidate dai prodotti. Immaginare un nuovo modello di business che sviluppa i servizi necessita di risorse e competenze differenti, consente di attivare nuovi flussi di ricavi e aiuta ad ottenere un vantaggio competitivo unico rispetto alla concorrenza.
Leonardo fornisce e supporta impianti di smistamento bagagli per gli aeroporti internazionali e, con analoghe tecnologie, impianti di smistamento pacchi per gli hub dei più grandi operatori logistici/e-commerce a livello mondiale.
Durante il workshop è stato proposto ad
ogni azienda di studiare il caso di un Cliente, per provare a sviluppare nuove idee per lo sviluppo di servizi avanzati. Nello specifico, come Leonardo abbiamo analizzato la realtà degli impianti e dei servizi di supporto per un importante operatore logistico internazionale.
Il nostro tavolo di lavoro era coordinato dal Professor Tim Baines, che ci ha aiutato a sviluppare il caso di studio. La base di partenza dell’analisi è stata la compilazione della Customer Storyboard, qui riportata in forma di tabella. (Tab. 1)
Confrontandoci tra di noi abbiamo provato ad esplorare gli ambiti nei quali l’implementazione di nuove tecnologie di handling, di nuovi impianti di automazione, di nuovi strumenti di raccolta ed analisi dei dati potrebbero effettivamente consentire alla nostra Unità di Business di sviluppare nuove proposte di servizi avanzati per questo importante Cliente. Con l’aiuto dei consulenti ASG abbiamo infine analizzato i punti di forza e di debolezza dell’ipotetico modello di business.
Successivamente è stato chiesto ai partecipanti di posizionarsi rispetto alla mappa proposta dalla metodologia ASG[2] denominata Advanced Services Transformation Roadmap. Per l’esperienza maturata in questo ambito abbiamo ritenuto di posizionare noi stessi e la nostra unità di business al confine tra la fase di Exploration e la fase di Engagement.
La fase di Exploration è caratterizzata dalle analisi che i manager di un’azienda svolgono per determinare se la servitization è adatta alle loro attività, cercando di comprendere cosa sono i servizi avanzati, la loro rilevanza per l’organizzazione e come questi potrebbero aiutarli a raggiungere nuovi obiettivi di business.
La fase di Engagement, è caratterizzata dall’implementazione dei servizi avanzati, con un’enfasi molto forte sull’impegno organizzativo. L’attenzione si concentra sulla sponsorizzazione da parte del top management e sulla formazione di una coalizione il più ampia possibile con il coinvolgimento di tutte le strutture aziendali.
Punti di forza, Opportunità
Punti di debolezza, Minacce
Customer Storyboard - Quadro di riferimento per l’analisi del modello di business
Esistono molti modi in cui la servitization può svilupparsi nei diversi settori industriali, il che porta ad elaborare idee che talvolta vanno nella direzione sbagliata. Nella fase finale del bootcamp i consulenti di ASG hanno provato a sfatare alcuni miti [1]
■ Il modo in cui i servizi vengono pagati è solo un meccanismo per acquisire va-
lore, non identifica di per sé l’idea per creare valore con i servizi stessi. Abbonamenti, pay-per-use, noleggi e leasing non sono essi stessi la servitization: questi sono modelli di pagamento. Svolgono un ruolo chiave nel consentire lo sviluppo di modelli di business basati sulla servitization, ma la questione più importante è la proposta di valore insita nei servizi avanzati.
■ I servizi da proporre sono qualcosa di molto più grande di un modello di abbonamento o di una dashboard. La tecnologia digitale è un fattore abilitante della crescita guidata dai servizi, ma questo è tutto. Certamente l’evoluzione della tecnologia può consentire un ripensamento della propria value proposition. Spesso le aziende si limitano a proporre alcune soluzioni digitali dashboard/IoT come servizi aggiuntivi a pagamento. Più correttamente queste andrebbero introdotte come strumenti per fornire in modo efficiente i propri servizi.
■ Senza lo sviluppo del prodotto non ci può essere lo sviluppo dei servizi. Il business guidato dai servizi non è un sostituto del business guidato dal prodotto: è un complemento a questo. Lo sviluppo dei servizi rappresenta un percorso utile per instaurare una relazione a lungo termine con i clienti mantenendo il prodotto saldamente al centro.
Il bootcamp di Firenze non sarebbe stato possibile senza gli esperti presenti in sala: Tim Baines, Parikshit Naik, Mario Rapaccini, Federico Adrodegari e il team organizzativo composto da Maria Spadafora e Zoë Whitmarsh. ASG e ASAP continueranno ad aiutare i partecipanti a diventare campioni della crescita guidata dai servizi e le loro aziende a diventare pioniere nei loro settori. □
Riferimenti:
[1] “How to deliver service-led growth: The Italian way!” di Parikshit Naik del 3 febbraio 2025.
[2] “Servitization Strategy - Delivering Customer-Centric Outcomes Through Business Model Innovation” di Tim Baines, Ali Ziaee Bigdeli, Kawal Kapoor del 2024.
Verzolla Srl
Via Brembo, 13/15
20052 Monza (MB)
Tel 039 21661
Fax 039 210301
verzolla@verzolla.com www.verzolla.com
L’organizzazione
Presenti sul mercato dal 1958, disponiamo di un’efficiente rete di distribuzione di prodotti e servizi per l’industria. L’organizzazione si basa su unità distributive dislocate sul territorio e coordinate dal centro logistico di Monza che si sviluppa su 10.000 mq di superficie. I prodotti offerti si articolano nelle linee cuscinetti, movimentazione lineare, trasmissioni di potenza, oleodinamica, pneumatica, utensileria.
I moderni magazzini, la formazione continua del personale tecnico commerciale e la stretta collaborazione con i fornitori rappresentati, ci permettono di soddisfare in tempi rapidi le più svariate richieste dei clienti. In collaborazione con i fornitori offriamo corsi di formazione dedicati alla manutenzione, progettazione, affidabilità e diagnostica. Forniamo un qualificato servizio di montaggio di componenti meccanici, monitoraggio di impianti, installazione di impianti oleodinamici, pneumatici e di lubrificazione. Disponiamo di un moderno centro di pressatura per tubi oleodinamici ad alta pressione.
MANUTENZIONE IN FUM…ETTO
Rieccoci alla rubrica: Manutenzione in fum… etto. L’appuntamento che ci consente di trattare in maniera apparentemente frivola temi importanti, seri e problematiche che riguardano la manutenzione, facendoci riflettere. La rubrica, testi e grafiche, è curata da Antonio Dusi, un manutentore per i manutentori.
I personaggi
Ogni mese verrà proposta e analizzata una situazione diversa, verranno mostrati e affrontati i vari approcci – reali – ai contesti presentati e la migliore metodologia da adottare a seconda delle casistiche e delle difficoltà. Le “storie” degli interventi, situazioni e/o problematiche saranno quindi narrate graficamente, attraverso le immagini e le voci di diversi personaggi. A cominciare da quella narrante: YungMan (detto anche, dagli amici, GoodMan).
YungMan
Dei suoi colleghi Ganassa (detto anche SuperMan, Manutentore “troppo” fiducioso nella sua esperienza…), Tentenna (detto DoubtMan, pieno di dubbi e di timori), Malizio (detto anche DiaboMan, propenso a furbizie per non rispettare obblighi e divieti), Fabbrichino (detto anche PrOpe, sempre un po’ agitato per i problemi delle sue macchine e talvolta infastidito dai vincoli che gli interventi manutentivi comportano) e il suo collega Bla bla; il loro Capo OldMan (detto anche Prudenzio) e il Capo di Produzione (detto Speedy); con anche ExtMan (manutentore esterno all’azienda) e tanti altri ancora… tra cui “amici” virtuali come gli attrezzi tipici di lavoro “umanizzati” e parlanti, o alcuni dispositivi di protezione e di messa in sicurezza, come AllegatoSic, Mister Lucchetto, il più grande amico del manutentore, oppure GrilloMan, il “grillo parlante” che dà voce alla buona coscienza dei manutentori esperti e prudenti.
Attrezzi da lavoro
Ganassa detto anche SuperMan
Malizio detto anche DiaboMan Tentenna detto anche DoubtMan
Fabbrichino detto anche PrOpe
Bla bla
OldMan detto anche Prudenzio
Speedy
ExtMan
AllegatoSic
Mister Lucchetto
GrilloMan
Non ci resta quindi che attendere il prossimo numero per poter leggere la prima storia e augurarvi buona lettura! □
il tempo ritrovato
Il riposo non è mancanza di attività, ma una necessaria pausa per organizzare pensare e quindi prevenire, fondamentale per non fermarsi inutilmente per imprevisti…
Ogni giorno, ci dedichiamo alla cura e manutenzione dell’infrastruttura, ma… cosa succede quando il nostro corpo e mente si sforzano troppo?”
I sensori rilevano i guasti, ma non anticipano mai i problemi…
Quindi cosa proponi?
La nostra mente, se lucida e riposata, può ragionare prima che qualcosa accada…
I sensori non vedono i guasti prima che
La nostra mente, se riposata, vede prima, analizzacombinazioni,possibili scarta ipotesi
Quando la mente è lucida, non reagiamo passivamente
capacità di fare, ma di prevedere…
Il riposo è la chiave per non ridurre il nostro ruolo a mera reazione…
È il modo per riflettere, per prevedere ciò che potrebbe accadere prima che accada.
Dunque, più riflessivi, meno reattivi?
forza non sta nella velocità, ma nella capacità di anticipare.
La rapidità non è tutto ! Noi possiamo cogliere sfumature che le macchine non vedono, ma solo con il
con il riposo
Il riposo non è solo una pausa. È l’opportunità di pensare meglio, di ridurre l’incertezza e di agire con maggiore precisione.
I sensori rilevano un guasto, ma solo una mente riposata ha la lucidità di prevenirlo. La capacità di riflettere prima che qualcosa accada è ciò che distingue l’uomo dalla macchina.
Staccare
Rubrica a cura di Ing. Davide Bolzan, Socio A.I.MAN. e Maintenance and Engineering Manager
REVISIONE
La revisione di una macchina o di un impianto è una manutenzione straordinaria approfondita che comporta il fermo completo ed il distacco dalle fonti di energia. Durante la revisione la macchina o impianto viene disassemblato in buona parte o completamente per permettere la verifica di ogni componente e dove necessario il ripristino o la sostituzione per riportare il tutto alle condizioni e prestazioni iniziali. Spesso in fase di revisione vengono fatti aggiornamenti tecnici relativi a norme di sicurezza o di automazione industriale.
37
CONSIGLIO
Assicurati di avere tutta la documentazione, schemi, manuali per il reperimento dei corretti ricambi e per la verifica di settaggi e tolleranze meccaniche. Se è possibile porta la macchina in un’officina di manutenzione, questo consente la pronta disponibilità di attrezzature e la diminuzione dei rischi interferenziali.
CESPITI
I cespiti sono beni ammortizzabili utilizzati dall’azienda nel processo produttivo, nell’area tecnica è riferito a macchine, impianti, macchine utensili, strumenti di lavoro. Questi vengono inseriti in un libro cespiti gestito dall’ente contabilità e finanza dove vengono riportati anno di acquisto, costo all’origine, rivalutazioni, ammortamenti ed eliminazione. La manutenzione deve essere a conoscenza di quali sono i cespiti perchè deve comunicare quando vengono eseguite revisioni per adeguare il valore o quando viene rottamato per procedere all’eliminazione da libro cespiti (previa verifica valore residuo).
CONSIGLIO
Confrontati con l’ente contabilità e finanza per definire le regole di gestione dei cespiti, soprattutto le procedure di eliminazione del cespite che deve sempre essere corredato da documentazione che attesta la dismissione, fatture di vendita, documenti di trasporto o formulari.
Rubrica a cura di Ing. Davide Bolzan, Socio A.I.MAN. e Maintenance and Engineering Manager
MONITORAGGIO ENERGETICO
Un sistema di monitoraggio energetico è un insieme di strumenti interconnessi che ha lo scopo di fornire in tempo reale o a cadenze definite i consumi di ogni vettore energetico impiegato nel processo. Ciò consente di effettuare un’analisi dei dati, fornendo un’adeguata reportistica. Il sistema di acquisizione può essere di tipo locale o cloud. Un sistema di monitoraggio non riduce direttamente i consumi energetici, ma fornisce una mappatura dei consumi degli impianti che devono essere analizzati per individuare strategie di riduzione ed efficientamento energetico.
39
CONSIGLIO
Valuta attentamente in fase di ingegnerizzazione quali impianti o macchine vuoi monitorare e lo stato impiantistico. Questo aspetto è molto importante per individuare quale strumentazione di contabilizzazione deve essere installata e quale infrastruttura di comunicazione deve essere utilizzata, potrebbe incidere in modo rilevante sul costo.
UTENSILI E ATTREZZI
I manutentori per eseguire le loro mansioni sono dotati di utensili manuali ed elettrici (cacciaviti, chiavi inglesi, pinze, avvitatori, ecc.), strumentazione di misura (tester, termometri, contagiri, ecc.) e macchine utensili (tornio, fresa, trapano a colonna, ecc.). Queste attrezzature devono essere utilizzate per lo scopo per la quale sono progettate, devono essere mantenute in buono stato e non devono essere modificate. Esistono attrezzature specifiche come gli utensili isolati per i lavori sotto tensione o chiavi dinanometriche per la corretta coppia di serraggio dei bulloni.
CONSIGLIO
Verifica le attività specifiche di manutenzione per individuare la corretta dotazione di utensili, strumenti e macchine utensili per poter eseguire le attività in sicurezza. Verifica periodicamente lo stato di conservazione degli utensili ed esegui le manutenzioni programmate sulle macchine utensili. Per queste ultime è fondamentale la verifica delle sicurezze e la pulizia degli sfridi dopo l’utilizzo.
RACCONTI DI MANUTENZIONE
Indici e medi
Mentre le aziende celebrano il miglioramento continuo attraverso i KPI, la manutenzione affronta sfide sempre più complesse. Dalla mancanza di competenze ai tagli di budget, nasce l’esigenza di misurare anche ciò che non funziona. Una battaglia ideologica per riportare la manutenzione al centro delle priorità aziendali
Negli ultimi tempi sto scrivendo articoli molto controcorrente, mettendo in evidenza quelle che sono le poche affinità e le molte divergenze tra le best practices e la vita reale nel mondo della manutenzione. Da vecchio manutentore in contatto costante con altri manutentori non posso non vedere la deriva pericolosa che sta prendendo il mondo della manutenzione.
Negli ultimi anni in molte, anzi in troppe aziende, la manutenzione sta regredendo in termini di importanza, di budget e di potere decisionale con tutto ciò che di negativo ne consegue per l’azienda. Nel mio piccolo posso fare ben poco per cambiare questa tendenza, ma non mi arrendo e continuo la mia battaglia sperando che altri manutentori si aggreghino. Sia chiaro che quando parlo di “battaglia” intendo una battaglia puramente ideologica e non violenta.Fatta questa doverosa premessa posso andare avanti. In questa mia battaglia cerco di aggregare quanti più colleghi possibile e per far questo elargisco qualche consiglio basato sulla mia esperienza.
Nel numero scorso ho consigliato di fare “lo sciopero delle pezze”: un giorno in cui la manutenzione si ri-
fiuta di mettere pezze e fa solo lavori a regole d’arte. In questo numero definisco quelli che sono i “medi” della manutenzione.
Cosa sono i medi? Beh, dai è facile arrivarci con un po’ di fantasia. Sono dei KPI al contrario, se i KPI sono degli indici i KPI al contrario saranno dei “medi”.
Ormai nelle nostre aziende siamo abituati a ragionare in termini di indici e questo è giusto perché solo misurando dei parametri si possono ottenere dei miglioramenti, oltre a questo è sempre molto bello mostrare grafici con indici in continuo e costante miglioramento. Ma, a pensarci bene, se da un lato per tutte quelle cose che in un modo o nell’altro dipendono da noi utilizziamo degli indici e facciamo di tutto per migliorarli perché non possiamo parametrizzare anche tutti quei fattori di disturbo che danneggiano la nostra attività e sui quali non abbiamo gli strumenti per intervenire?
In sostanza in tutte quelle situazioni che dipendono da altri e che si ripercuotono contro di noi.
In altre parole, un contraltare degli indici. Ho deciso di chiamarli medi, del resto il medio è il dito accanto all’indice. E che nessuno si azzardi a pensare che dietro la scelta di que-
sto nome ci sia del sarcasmo o un velato doppio senso!
Se da una parte abbiamo i nostri indici di manutenzione dei quali essere orgogliosi e da mostrare come la disponibilità del parco macchine, i classicissimi MTBF & MTTR, l’evergreen spese annue di manutenzione rispetto al valore a nuovo dell’impianto, dall’altro dobbiamo avere i contraltari.
Non voglio influenzarvi più di tanto. Mi limito a dare qualche suggerimento per iniziare, poi voi che leggete questo articolo e siete più esperti di me ne se saprete indicare altri.
Un “medio di manutenzione”, quindi, è un parametro o un indice misurabile di un fattore che oggettivamente inficia il buon funzionamento della manutenzione e deve essere monitorato, studiato e presentato alla dirigenza al pari di ogni “indice di manutenzione”. Questo perché la dirigenza sia informata anche di ciò che non emerge dagli indici, possa capire le difficoltà in cui si trova a operare la manutenzione e possa contribuire alla diminuzione dei medi di manutenzione rimuovendo le cause che li generano.
Qual è la prima mancanza che ha
a cura di Pietro Marchetti, Coordinatore Regionale sezione Emilia-Romagna, A.I.MAN.
ogni manutenzione in questo periodo? Per quello che ne so parlando con colleghi è la mancanza di personale. Il primo medio di manutenzione potrebbe essere, quindi, il rapporto tra il personale effettivamente in organico e il personale che a organigramma dovrebbe effettivamente essere presente.
Avendo dei buchi in organico si è costretti a ricorrere a straordinari e a limitare le ferie, tutto ciò non agevola di certo il lavoro.
Rimanendo in tema di personale mi viene in mente un’altra pecca che spesso si rileva specialmente nei nuovi assunti: la mancanza di competenze. Nessuno si offenda! Negli ultimi anni abbiamo iniziato a realizzare le matrici delle competenze per i nostri manutentori, per poterli valutare oggettivamente e per poter creare delle specifiche job description quando ne cerchiamo di nuovi per assumerli.
Cerchiamo un manutentore con 10 caratteristiche (parlo di hard skills) e, bene che va, ne troviamo uno con 6 o al massimo 7. Questo significa che il nuovo assunto non potrà, al-
meno all’inizio svolgere al 100% il lavoro per il quale è stato assunto. Quindi, un buon secondo medio di manutenzione potrebbe essere l’indice di copertura della matrice di competenza: di 100 competenze che richiedo per i miei X manutentori quante ne sono coperte?
Ragionando sempre in termini di inefficienze esterne che inficiano il buon servizio di manutenzione possiamo trovare degli ottimi medi se ragioniamo in termini puramente economici. Un buon medio di manutenzione può essere la percentuale di cui è stato tagliato il budget di manutenzione nell’ultimo anno o negli ultimi anni. Sì, è vero che una buona manutenzione entra in un circolo virtuoso per cui i suoi costi nel tempo diminuiscono, ma di qualche punto percentuale, non di certo del 20% o già di lì.
Un altro medio di manutenzione è legato agli acquisti: quante delle nostre richieste di acquisto sono diventate ordini e passate al fornitore e quante altre invece sono ancora in stand by in attesa di una firma o soltanto di essere processate?
Un altro medio di manutenzione collegato al precedente è il tempo medio che passa tra quando faccio una richiesta di acquisto e quando il relativo ordine arriva al fornitore.
Un medio lo vedo legato anche alla sicurezza: quanto tempo aspettiamo prima che il responsabile della sicurezza arrivi nei nostri cantieri e firmi i nostri permessi di lavoro?
Io per adesso mi fermo qui, ma se vi impegnate un po’ potrete trovare altri 100 medi di manutenzione. E una volta trovati e calcolati questi medi cosa ne possiamo fare? Sicuramente non è il caso di esporli in bella vista all’ingresso dello stabilimento come facciamo con gli indici, ma sarebbe buona norma condividerli con la direzione e il management non tanto per giustificare le inefficienze della manutenzione, quanto per stimolare gli altri enti a migliorare il servizio che rendono alla manutenzione.
Per una volta sarà la manutenzione a dare degli input agli altri enti per il loro miglioramento e per ricevere a sua volta un giovamento. Perché non provarci? □
Mistery Manut Tales: La Manutenzione sono io, la Manutenzione sei tu!
Una voce per dire quello che non si può dire. Storie di Manutenzione, discussioni, voci di esperti:
Non perdete nessun episodio del nuovo podcast: Mistery Manut diventerà il vostro confidente nel mondo della manutenzione industriale. Sotto il mio alias potremo addentrarci nei meandri della manutenzione e tramite la mia voce potrete raccontare storie che spesso rimangono nell’ombra. Sarò la vostra “voce della verità”, il narratore delle esperienze che molti nel settore vorrebbero condividere ma spesso non possono.
È vero che noi ci occupiamo di Manutenzione, eppure, quando piove, l’acqua ci sgocciola in testa dal soffitto
Esplorando il Mondo della Manutenzione
In questo podcast, esploreremo il mondo della manutenzione industriale in Italia. Affronteremo le sfide quotidiane, discuteremo di come analizziamo i rischi e ci concentreremo sulla sicurezza. Il mio anonimato mi consente di essere sincero e di raccontare la realtà di come affrontiamo la manutenzione ogni giorno.
Nella mia azienda, purtroppo, la manutenzione non è considerata un elemento basilare per gestire completamente l’attività. Spesso viene sottovalutata, e si tende a concentrarsi maggiormente sulla produzione e sugli aspetti finanziari
Per i clienti, la priorità è sempre – a dispetto di quanto viene dichiarato – sugli aspetti economici
Il vero problema sono le persone che si occupano di sicurezza. Una volta, questa era gestita da personale tecnico con lunga esperienza in campo, oggi no
EPISODIO 4: Manutenzione straordinaria per cuscinetti di grandi dimensioni
Non perdete le mie storie solo su queste pagine, ma anche attraverso i principali social media. Scrivetemi a misterymanut@gmail.com se avete domande o se volete condividere le vostre storie.
MANUTENZIONE & SICUREZZA
I suggerimenti sono PREZIOSI
La sicurezza nella manutenzione richiede competenze specifiche e procedure rigorose. Dai rischi in spazi ristretti alla gestione degli appalti, le sfide quotidiane dei manutentori. Un vademecum operativo per proteggere chi lavora in prima linea sulla sicurezza degli impianti
A cura di Fabio Calzavara, Responsabile Sezione Manutenzione & Sicurezza, A.I.MAN.
Abbiamo più volte evidenziato su queste pagine il contributo importante che la manutenzione fornisce alla sicurezza: consultando la statistica di accadimento degli incidenti mortali è evidente che all’origine si riscontrano sempre errori umani per comportamenti inappropriati, specialmente nell’inosservanza di basilari attività di controllo e manutenzione.
E, come ricordiamo sempre, gran parte degli infortuni accadono negli interventi manutentivi, proprio a testimonianza che i manutentori sono soggetti ad alto rischio. Visto che lo scopo di questo contributo mensile è anche di favorire la diffusione della cultura della sicurezza e relativi strumenti utili, desidero questo mese segnalare un interessante opuscolo redatto da ATS Brianza, “Utilizzo in sicurezza delle macchine. Guida per le imprese”, ed elaborato attraverso il lavoro del gruppo “Sicurezza macchine” costituito nell’ambito del Comitato di Coordinamento Provinciale di Monza e Lecco ex art.7 D.Lgs. 81/08.
In particolare per ciò che ci interessa vi si enfatizza il mantenimento nel tempo della sicurezza delle macchine e impianti: distinzione fra manutenzione ordinaria e straordinaria con riportati i relativi rischi associati.
Vengono trattati con particolare attenzione i temi in ordine ai seguenti temi riportati.
Rischi specifici nelle attività di manutenzione
Durante le attività di manutenzione sono ricorrenti rischi insoluti quali l’esposizione a parti in movimento o in tensione.
È ancora più importante individuare in tali casi i limiti di azione di ogni lavoratore curandone particolarmente le competenze per potersi muovere adeguatamente in situazioni insolite:
■ Condizioni eccezionali, ad esempio lavorando in spazi ristretti;
■ Smontaggio e Rimontaggio di attrezzature complesse con esposizione a errore umano;
■ Presenza di imprese appaltatrici che alterano lo stato di sicurezza a causa della scarsa conoscenza del contesto;
■ Tempi ridotti.
La manutenzione e la valutazione dei rischi
Le attività di valutazione devono essere particolari quando si tratta di manutenzione, compito arduo a causa del contesto fortemente variabile e incerto. Questo motivo rinforza l’importanza di coinvolgi-
mento degli operatori nella attività di valutazione rischi.
Le misure di prevenzione e il riavvio dei macchinari
Essendo molte condizioni di sicurezza alterate, è importante la gestione delle chiavi di avviamento (vedere tema della riattivazione non intenzionale o inattesa di fonti di energia o delle energie residue o gestione LO.TO).
Mi permetto di segnalare particolarmente l’Allegato N (Introduzione alla procedura di lockout/tagout) dove si riportano alcune indicazioni specifiche per adottare tale procedura.
Un altro allegato (Allegato O) riporta, invece, un facsimile della “Procedura di controllo e manutenzione macchine”. □
Inquadrando il QR CODE qui riportato potete liberamente scaricare il fascicolo.
■Faulhaber
Controllo di posizione
PRODOTTI DI MANUTENZIONE
FAULHABER ha sviluppato i modelli MC 3602 B e MC 3606 B, una soluzione avanzata per il controllo di posizione in applicazioni industriali e robotiche. Questi modelli compatti supportano una vasta gamma di motori, tra cui motori CC, brushless CC, motori lineari e motori passo-passo, sia con che senza encoder. Con la possibilità di gestire protocolli
come EtherCAT, CANopen, RS232 e USB, i controlli offrono una flessibilità eccezionale per diverse esigenze applicative. Il modello MC 3602 B è ideale per motori di piccole dimensioni, con una corrente di uscita continua fino a 2 A, mentre il modello MC 3606 B è progettato per motori di medie dimensioni, offrendo fino a 6 A di corrente continua. Entrambi i
modelli sono equipaggiati con funzionalità avanzate, come l’interfaccia USB per la messa in servizio tramite il software gratuito «Motion Manager 7», che semplifica notevolmente l’installazione e la configurazione.
■SKF
Cuscinetti orientabili a rulli sicuri
■ GMC Instruments Strumento di verifica All-in-One
Il cuscinetto orientabile a rulli SKF Food Line rappresenta una soluzione innovativa per l'industria alimentare e delle bevande. Le caratteristiche distintive dei cuscinetti Food Line giocano un ruolo chiave nel ridurre il rischio di contaminazione alimentare, migliorare l'affidabilità delle macchine e prolungare gli intervalli di manutenzione. Il cuscinetto è pre-riempito con grasso NSF di categoria H1, ottimizzato per l'utilizzo nell'industria alimentare, e presenta una tenuta approvata da Food and Drug Administration (FDA) e Comunità europea per evitare l'ingresso di acqua, detergenti e agenti contaminanti. La sua progettazione mira a minimizzare il rischio di fuoriuscite di grasso, riducendo così la necessità di rilubrificazione e migliorando le prestazioni complessive e la durata del cuscinetto. Il colore blu della tenuta favorisce il rilevamento visivo di eventuali frammenti di elastomero negli alimenti.
■Analog Devices
Soluzione Ethernet a lungo raggio
Analog Devices presenta una soluzione Ethernet 10BASE-T1L completa progettata per le reti di building automation. Le apparecchiature di automazione digitali e connesse consentono una gestione totale degli edifici a partire da riscaldamento, ventilazione e condizionamento dell'aria fino al comfort occupazionale. ADIN2111 aggiunge la
connettività Ethernet a lungo raggio a controllori, sensori e attuatori, offrendo informazioni per una gestione degli edifici più efficiente e sostenibile. Idealmente adatto per l'uso all'interno di edge device piccoli e con potenza limitata, l'ADIN2111 fornisce fino al 50%
Il PROFITEST|Prime è uno strumento All-in-One AC/DC per verifiche elettriche in una vasta gamma di applicazioni. Con un design intuitivo, permette misurazioni su macchinari, quadri, elettronica, e altro senza la necessità di cambiare strumenti. Garantisce la conformità alle norme internazionali e offre una gestione dati efficiente. Le sue caratteristiche principali includono misure fino a 1000 V AC/DC, verifica di guasti, misurazione di resistenze, verifica dell'isolamento, misure di polarizzazione, test dielettrici, verifica di interruttori differenziali e altro ancora. È un investimento efficiente in termini di tempo e risorse. Il PROFITEST|Prime rappresenta un avanzato strumento All-in-One AC/DC per verifiche elettriche in una vasta gamma di applicazioni, garantendo la conformità alle norme internazionali e semplificando notevolmente le operazioni di misura e verifica.
di risparmio sul consumo di energia e fino al 75% di spazio in più sul PCB rispetto alle implementazioni discrete.
Le caratteristiche diagnostiche avanzate riducono l’installazione, la messa in servizio e i tempi di inattività del sistema.
TOP MAINTENANCE SOLUTIONS
Test di Teledyne FLIR e VSI Labs: immagini per standard AEB notturni
Un sistema PAEB a immagini termiche fuse ha superato le prestazioni dei più avanzati sistemi AEB esistenti durante i test effettuati secondo i requisiti FMVSS No. 127 che saranno obbligatori dal 2029
Teledyne FLIR OEM, parte di Teledyne Technologies Incorporated, in collaborazione con VSI Labs, ha pubblicato i risultati dei test effettuati con i nuovi scenari di prova definiti dalle specifiche Federal Motor Vehicle Safety Standard (FMVSS) No. 127 sulla frenata automatica di emergenza per evitare i pedoni (PAEB). Il veicolo di ricerca di VSI Labs, che includeva la più recente termocamera per la frenata automatica di emergenza (AEB) di Teledyne FLIR OEM, ha superato con successo tutti i test, mentre tre nuovi veicoli del 2024 non hanno superato due o più scenari di test notturni.
prendeva la più recente termocamera per autoveicoli a infrarossi a onde lunghe (LWIR) di Teledyne FLIR, un radar HD per autoveicoli e una telecamera nel campo del visibile per autoveicoli. Tutti e tre i veicoli del 2024 utilizzano una combinazione di radar e/o telecamere a luce visibile e non includono una termocamera.
La norma FMVSS n. 127 impone l’inclusione di sistemi PAEB in tutte le autovetture e gli autocarri leggeri con un peso lordo del veicolo pari o inferiore a 10.000 libbre entro il settembre 2029. La nuova normativa prevede che i sistemi PAEB debbano rilevare i pedoni in varie condizioni di illuminazione e a velocità maggiori. Si tratta di un aspetto particolarmente critico, dato che i decessi di pedoni negli incidenti stradali rimangono vicini ai massimi storici, in particolare di notte, dove si è verificato il 77,7% dei decessi di pedoni nel 2022. L’anno scorso la National Highway
Traffic Safety Administration (NHTSA) ha dimostrato, attraverso dei test, che è possibile soddisfare i requisiti della norma FMVSS n. 127. Il veicolo più piccolo e leggero dei cinque veicoli disponibili commercialmente (COTS) provati dall’agenzia, la Toyota Corolla Hybrid XLE del 2023, ha superato tutti i test PAEB alla massima velocità richiesta. Gli altri quattro veicoli provati dall’NHTSA non hanno superato uno o più dei test notturni sui fari anabbaglianti, suggerendo che l’aumento della velocità e del peso del veicolo, combinato con la riduzione della visibilità, mette a dura prova le suite di sensori AEB esistenti. VSI Labs hanno verificato le prestazioni di un sistema PAEB a fusione di immagini termiche e visibili su un veicolo di ricerca Ford Fusion Hybrid e su tre sistemi commerciali PAEB di ultima generazione. La suite di sensori AEB a fusione termica com-
“Grazie alla capacità di vedere attraverso l’oscurità, le ombre, il riverbero dei fari e del sole, il fumo e la maggior parte della nebbia, nonché alla capacità unica di rilevare la fauna selvatica sulla carreggiata, i costruttori di autoveicoli dovrebbero prendere in considerazione l’integrazione delle termocamere come metodo economicamente vantaggioso per soddisfare i requisiti della norma FMVSS n. 127, al fine di aumentare la sicurezza dei veicoli e dei pedoni nel mondo reale”, ha dichiarato Mike Walters, vicepresidente, product management, Teledyne FLIR OEM. “Grazie alla capacità di vedere ben oltre il raggio d’azione dei fari, le termocamere generano un avviso tempestivo che permette di estendere le distanze di frenata, migliorando le prestazioni di rilevamento e di falsi positivi e aumentando il comfort e la sicurezza in fase di decelerazione”. □
■SMC
Attuatore elettrico
PRODOTTI DI MANUTENZIONE
SMC ha lanciato la serie LET-X11 di attuatori elettrici senza stelo, progettati per gestire carichi elevati con trasmissione a cinghia. Questi attuatori offrono eccezionali capacità di velocità fino a 4000 mm/s e di carico orizzontale fino a 240 kg, con accelerazioni/ decelerazioni fino a 20.000 mm/ s². Caratterizzati da una costruzio-
■Mitsubishi
Robot con certificazione ESD
ne leggera ma robusta, facilitano la manutenzione e includono un avanzato sistema di montaggio del sensore. Ideali per applicazioni di trasferimento verticale ad alta velocità, questi attuatori supportano movimentazioni efficienti e rapide di materiali pesanti, particolarmente cruciali in ambienti industriali ad alto ritmo.
■Schneider Electric Contenitore sostenibile
Mitsubishi Electric presenta la famiglia di robot MELFA, progettata per operare in ambienti con rischio di scariche elettrostatiche (ESD). Questi robot sono certificati secondo la normativa IEC 61340-5-1 e offrono protezione contro potenziali danni causati da campi elettrostatici, basse temperature e altre condizioni ambientali avverse. I robot MELFA ESD sono ideali per applicazioni che coinvolgono la manipolazione di circuiti stampati e schede elettroniche, come assemblaggio, ispezione, test e saldatura. La certificazione per camera bianca aggiuntiva assicura la conformità alle normative di pulizia dell’industria elettronica. Integrando l’opzione MELFA Smart Plus, questi robot offrono un’accuratezza migliorata e una compensazione della temperatura interna.
■Corvina Piattaforma
Digitale IoT
CORVINA è la piattaforma IoT industriale basata su cloud, aperta, che fornisce la tecnologia necessaria per il mondo industriale. CORVINA Cloud è una shell di amministrazione per sistemi edge distribuiti, che integra raccolta dati, monitoraggio e controllo, gestione della configurazione, strumenti web integrati e ambienti di programmazione per supportare
Schneider Electric presenta PanelSeT PLM, l’innovativo contenitore in poliestere che stabilisce nuovi standard di mercato per il 2025. Il prodotto, realizzato con il 37% di materiale riciclato, unisce sostenibilità e prestazioni avanzate: offre isolamento di Classe II, proprietà autoestinguenti, resistenza agli urti (IK10), protezione contro liquidi e solidi (IP66) e funziona in un intervallo di temperatura da -40°C a 80°C. Con 40 versioni standard e possibilità di personalizzazione, PanelSeT PLM si adatta a molteplici applicazioni, dal solare al trattamento acque, dall’agricoltura all’e-mobility. La combinazione di materiali riciclati e caratteristiche tecniche avanzate lo rende una soluzione ideale per le infrastrutture moderne.
le macchine e le applicazioni durante tutto il loro ciclo di vita, offrendo un aumento della produttività e nuovi modelli di business basati su servizi. Collega qualsiasi prodotto, impianto, sistema e macchina, siano essi nuovi
o legacy. Permette di elaborare i dati generati dall’Internet of Things (IoT) in modo semplice e intuitivo con analisi avanzate. Colma il divario tra l’architettura IT e OT, fornendo strumenti efficaci per accedere a tutti i benefici dell’industria 4.0, come la gestione delle performance degli asset, l’intelligenza artificiale, la manutenzione predittiva e il monitoraggio remoto OT.
La visione dell’automazione industriale di Emerson per soddisfare le esigenze future di sicurezza, sostenibilità e redditività
Boundless Automation: una visione pionieristica per rivoluzionare il futuro dell’automazione industriale, descritta da un leader tecnologico con oltre 130 anni di esperienza nel settore
Emerson ha annunciato la pubblicazione del 20° numero della sua prestigiosa rivista Innovations in Automation. Questa edizione speciale, disponibile in ben otto lingue, esplora in profondità la visione Boundless Automation, un’architettura innovativa progettata per soddisfare le esigenze future di sicurezza, sostenibilità e redditività nelle operazioni industriali. La rivista analizza non solo gli sviluppi attuali, ma anche le potenzialità ancora inesplorate delle tecnologie emergenti, ponendo al centro del dibattito le sfide e le opportunità che attendono i settori chiave dell’economia globale.
La disponibilità di dati è aumentata in modo esponenziale negli ultimi anni, grazie alla digitalizzazione e all’avvento di Industria 4.0. Tuttavia, molte organizzazioni continuano a lottare per tradurre questo oceano di dati in valore concreto. L’infrastruttura tecnologica obsoleta rimane uno dei
principali ostacoli. I dati raccolti non sono sempre contestualizzati né facilmente accessibili ai livelli decisionali. Questa lacuna rappresenta un limite significativo per l’adozione di
modelli operativi moderni e basati su software. Boundless Automation nasce proprio per superare questa barriera, creando un ecosistema in cui i dati non solo fluiscono liberamente, ma sono anche valorizzati e resi operativi in tempo reale. L’architettura proposta da Emerson si distingue per la sua capacità di integrare tre domini computazionali: il campo intelligente, l’edge e il cloud. Questi tre livelli, tradizionalmente separati, vengono unificati attraverso un tessuto di dati unitario. Attraverso l’adozione di tecnologie avanzate, Emerson punta a creare un ecosistema dove ogni dato è valorizzato, ogni decisione è informata e ogni operazione contribuisce a obiettivi a lungo termine in quanto a sostenibilità e redditività. Con oltre 130 anni di esperienza nel settore, Emerson continua a essere un partner di fiducia per le industrie di tutto il mondo, guidandole verso un futuro più sicuro, più efficiente e più prospero. □
Tecnologie innovative per il restauro di NOTRE DAME
Schneider Electric ha donato soluzioni avanzate per la gestione energetica e la sicurezza della Cattedrale di Notre Dame, affrontando sfide logistiche e tecniche per garantire il futuro di questo monumento iconico
Schneider Electric ha contribuito, in forma di donazione, al restauro della Cattedrale di Notre Dame a Parigi. Le soluzioni donate hanno permesso di proteggere e di monitorare le infrastrutture elettriche dell’edificio. Il sistema di gestione dell’edificio può gestire e ottimizzare il consumo energetico del monumento: l’innovazione del ventunesimo secolo entra in una cattedrale che è tra le massime espressioni dell’arte medievale, classificata come World Heritage Site UNESCO dal 1991. L’incendio che ha danneggiato gravemente la cattedrale il 15 aprile
2019 ha generato un’incredibile ondata di solidarietà, di cui Schneider Electric ha voluto far parte. “È naturale per Schneider Electric sostenere attività di questo tipo in siti prestigiosi e simbolici, come avevamo fatto in passato per il teatro nazionale della Comédie Française e per la stazione Antartica” commenta Gilles Vermot Desroches, Direttore CSR e Affari Istituzionali di Schneider Electric
Innovazioni per il futuro
Schneider Electric ha messo in campo esperienza, prodotti e solu-
zioni grazie a un accordo di donazione.
Il Gruppo ha offerto tutte le apparecchiature per fornire energia al sito e per la sia sicurezza (celle HV da 20 kV, un trasformatore 20/ kV/410V da 1250 kVA, quadri elettrici generali e divisionali, inverter, illuminazione di emergenza, componentistica ecc.) e gli strumenti per la gestione tecnica dell’edificio, che permettono di monitorare il funzionamento della rete e controllare il consumo energetico (sistemi di controllo automatico, sensori, controllori, bus di comunicazione ecc.). Inoltre, Schneider Electric si occupa di alcune attività di manutenzione delle apparecchiature di distribuzione elettrica, ha fornito parte delle attività di progettazione e di studi, di parte del commissioning e della programmazione dei sistemi installati e della formazione degli utenti che se ne serviranno.
I vecchi sistemi elettrici erano stati resi inutilizzabili dall’incendio e senza elettricità sarebbe stato impossibile riaprire la Cattedrale. La nuova infrastruttura assicura la distribuzione dell’energia e la protegge, utilizzando soluzioni innovative e tecnologie avanzate che ottimizzano la gestione del consumo di elettricità, e aiutano a garantire la sicurezza dell’edificio.
Protezione dagli incendi allo stato dell’arte
Il team di progettazione ha scelto di adottare soluzioni di sicurezza antincendio avanzate, quali componenti aggiuntivi per la prevenzione e protezione dagli incendi (Acti9 AFDD per i circuiti delle prese) e sensori di rilevazione del surriscaldamento dei cavi (HeatTag) in tutti gli armadi elettrici. Queste due soluzioni innovative garantiscono l’appropriato funzionamento della struttura con un monitoraggio continuo e inviano allarmi in caso di qualsiasi variazione, anche prima che un problema si verifichi.
Un impegno condiviso
Il team di lavoro assegnato al progetto ha dovuto affrontare un gran numero di difficoltà tecniche, risolte con ingegno e competenza. Ad esempio, all’inizio di quest’anno, si doveva consegnare e installare il trasformatore connesso TRIHAL, un elemento chiave per l’erogazione dell’energia nella cattedrale. Il blocco da 3,2 tonnellate è stato trasportato sul posto con un camion, sollevato in alto al di sopra dell’area di cantiere e poi posato utilizzando
una gru nel seminterrato del presbiterio della Cattedrale. È stato necessario condurre uno studio specifico per le operazioni di sollevamento. Installare una sottostazione elettrica ad alto voltaggio in uno spazio sotterraneo con soffitti a volta, che presenta rilevanti limitazioni di spazio e di accesso, è stata un’altra sfida vinta con un attento supporto e l’impiego di componenti su misura.
“Questo è un progetto la cui logistica è stata piuttosto difficile e ha richiesto un’eccellente capacità di coordinamento con le altre realtà all’opera nel sito” ha commentato Cédric Larcher, Regional Manager dell’Electrical Distribution Application Center di Schneider Electric France, che è responsabile della gestione, del monitoraggio e delle prestazioni.
Circa 60 dipendenti di Schneider Electric (dagli operai ai progettisti della rete) hanno dato il loro contributo nel quadro di un programma di trasferimento delle competenze. Il sostegno offerto da Schneider ha incluso anche la formazione di aziende partner come il quadrista Ateliers Electriques de France (che ha sede in Val-de-Marne) che ha installato l’armadio di bassa tensione principale, FBS Electricité (proveniente da Seine-Maritime) che ha seguito l’installazione della sottostazione ad alta tensione, ERM (di Eure) che ha creato specifiche strutture di supporto e Transport Avex (che ha sede in Val-de-Marne) che si è occupato delle operazioni di consegna particolarmente complesse per i materiali destinati al sotterraneo del presbiterio. □
■MEWA
PRODOTTI DI MANUTENZIONE
Stoccaggio e trasporto in sicurezza dei panni riutilizzabili
Per eliminare olio, grasso o inchiostro dai macchinari, l’industria, le autofficine e le tipografie utilizzano i panni. Ma cosa fare quando questi, dopo l’uso, risultano impregnati di sostanze facilmente infiammabili? Mewa offre una soluzione “a prova di incendio”: i panni sporchi vengono raccolti in appositi contenitori di sicurezza per poi essere ritirati, lavati e riconsegnati puliti.
Il contenitore di sicurezza:
parte integrante del sistema di panni Mewa
Le aziende che operano in modo professionale sono consapevoli dei pericoli che i residui chimici presenti nei panni sporchi possono rappresentare per le persone e per l’ambiente. In particolare, la carta o i panni impregnati di sostanze facilmente infiam-
mabili possono reagire con l’ossigeno presente nell’aria e prendere fuoco. Per questo motivo i panni Mewa vengono stoccati in appositi contenitori di sicurezza a chiusura ermetica, che sono parte integrante del servizio Mewa a 360 ° e vengono utilizzati per lo stoccaggio e il trasporto sicuro e a norma di legge dei panni sporchi.
Tecnologia sicura e semplice
Il contenitore di sicurezza è a chiusura ermetica, richiede poco spazio grazie al suo design compatto e può essere impilato in modo ottimale. Le ruote e le maniglie integrate ne facilitano la
movimentazione e il trasporto. Realizzato in plastica HDPE (polietilene ad alta densità), è particolarmente sicuro e robusto. Soddisfa i requisiti della normativa ADR per il trasporto di merci pericolose su strada, è testato dal TÜV e omologato dall’Istituto Federale Tedesco per la Ricerca e il Collaudo dei Materiali. Essendo una soluzione certificata per lo stoccaggio e il trasporto sicuro dei panni sporchi, risponde anche alle esigenze dei responsabili della logistica. Il contenitore è stato progettato dal fornitore di servizi tessili B2B Mewa e viene prodotto in Germania da una società del gruppo.
Entusa SRL
Reverse Engineering & Maintenance of Turbomachinery from Sardinia
Fondata nel2016, Entusa Srl rappresenta l’evoluzione delramo d’azienda diRemosaService,ereditando oltre 60 annidi esperienzanellamanutenzioneindustriale di macchinerotanti,tracuipompe,compressori,turbineeriduttori.
Graziea una tradizioneconsolidata,supportata da un vasto know-how e da un riccoarchiviotecnico,composto da specifiche dettagliateedisegni, Entusa sidistingue per la capacità di offriresoluzioniconcrete ed efficacialleesigenzeindustriali.Questo approccio le consente di affermarsicome un fornitorecompleto,talvoltaesclusivo,nellamanutenzioneindustrialeneisettori energetico,chimicoeOil&Gas,operandoconsuccessosia in Italiache all’estero.
Nelcorsodel2024,Entusa ha partecipato ai principalieventiA.I.MAN. di CagliarieRimini,condividendo la propriavisione sull’evoluzione dellamanutenzionemeccanicaesottolineando l’importanza di innovazioneespecializzazione in un contesto industriale in costantetrasformazione.
In rispostaallatransizioneenergetica,Entusa ha sviluppato competenzeequalifichespecificheperoperaresulleturbineeoliche. Questo le consente di eseguireinterventimanutentivi in quota, a bordo macchinae in officina,affrontando con efficacia le sfideposte dal cambiamentoeconfermandosicomepartneraffidabileper l’industria delfuturo.
Entusaoggioffre ai propriclienti un ventagliocompleto di servizi altamentespecializzati.Traquesti,spicca la revisionemeccanica di macchineindustrialieseguibile sia presso la propriasedeche On Site, grazie all’impiego di attrezzatureportatiliavanzatecheriducono al minimoitempi di fermoimpianto.Inoltre,graziea un parcomacchine utensiliampioecompleto, l’azienda è in grado di costruiree ripristinarecomponentimeccaniciconelevatistandard di qualità.
La professionalitàdeitecnici, l’esperienza maturataneglianni, il know-howacquisito,unitamente al supporto ingegneristicoe allaforteattitudine al problemsolving,rappresentanocaratteristicheindispensabilichepermettonoaEntusa di affrontare consuccesso le molteplicisfidepostedaiclienti.
Unadellesfide più comunicheEntusaaffrontanelcampodellamanutenzioneindustrialeè l’indisponibilità deiricambi da partedelcliente.Questaproblematica,spesso causata dall'urgenzadovuta ad eventiaccidentaliodall'obsolescenza delle macchine,trovarispostanell'expertise di Entusanelreverseengineering. Grazieaquestatecnica,l'aziendaè in grado di analizzare,progettareericostruirecomponentimeccanici partendoda modelli esistenti,spessousurati e/o danneggiati,superando le difficoltàlegateallamancanza di ricambioriginali.Questoapproccio nonsoloriduceitempi di fermoimpianto, ma garantisceanchesoluzioniaffidabiliesumisuraperogniesigenza.
Un esempiosignificativodell'expertise di Entusa riguarda un intervento su unapompa centrifugaverticalemultistadio. In questo caso, l’azienda èstataincaricata di risolvere una criticitàlegata all’indisponibilità deiricambiamagazzinoe ai relativitempi di approvvigionamentopresso il produttore,noncompatibili con le esigenze di manutenzionedelcliente.
Grazie al reverseengineeringEntusaèstata in grado di affrontare la problematicaattraverso un processostrutturatoche ha incluso il rilievo, l’analisi ingegneristicabasatasullamodellazione3De la produzione delle girantidella pompa mediantesoftware CAM.Questo approccio ha permesso di ripristinare la macchina, in rispetto al piano manutentivodelcliente,assicurando un risultatoincentrato sulla qualitàesulleprestazioniottimalidellapompa.
In conclusione, Entusa Srlsiconferma un partnerd'eccellenzanelcampodellamanutenzioneindustriale,grazieall'unionetra un'ereditàstoricaconsolidatae una visioneproiettataversol'innovazionee la transizioneenergetica. La capacità di offrire soluzionipersonalizzate, unita acompetenzealtamentespecializzateeprocessicome il reverseengineering,permette all'azienda di risponderecontempestività ed efficacia alle sfidepostedall'evoluzionedelsettoreindustriale. Con uno sguardo costante al futuro, Entusa continueràainvestire in innovazione,qualificazionedelpersonaleeservizid'avanguardia, consolidando la propriaposizionecomeriferimentonelmercatodellamanutenzionemeccanica.
Juniper Networks potenzia la rete di Nippon Gases con l’AI
Il colosso europeo dei gas industriali implementa una nuova infrastruttura basata su Mist AI. L’automazione promette di ridurre del 90% le richieste di assistenza e velocizzare fino a 9 volte i tempi di implementazione
Juniper Networks, azienda specializzata nelle reti sicure AI native, annuncia che Nippon Gases, una delle maggiori aziende di gas industriali in Europa, ha implementato le soluzioni LAN AI native wired e wireless di Juniper per migliorare le esperienze mobili negli ambienti IT e OT, semplificando al contempo le operazioni di rete per favorire l’innovazione digitale. Elemento chiave dell’AI-Native Networking Platform di Juniper, la nuova in-
frastruttura si avvale di Mist AI e di funzionalità cloud native per fornire a Nippon Gases efficienza, resilienza e visibilità, garantendo un’esperienza eccezionale a utenti e operatori in uffici, laboratori specializzati, impianti di produzione, gasdotti, camion e navi.
Nippon Gases opera in 13 paesi e produce gas essenziali come ossigeno, azoto, idrogeno e anidride carbonica, rifornendo diversi setto-
ri, tra cui quello sanitario, alimentare, manifatturiero e biotecnologico. Grazie all’adozione dell’esclusiva AI per il networking di Juniper, Nippon Gases accelera la distribuzione dei servizi, semplifica le operazioni, riduce il costo totale di proprietà (TCO) e le spese operative, offrendo esperienze end-to-end eccezionali agli utenti e all’IT. Inoltre, la piattaforma di rete AI nativa di Juniper aiuterà Nippon Gases ad accelerare la configurazione di nuovi siti, a incrementare la risoluzione dei problemi con l’automazione, a ottimizzare la gestione dell’inventario dei componenti e a consentire operazioni di rete efficienti e affidabili. Ora il team IT può automatizzare le configurazioni di base per ogni sito e implementare rapidamente la rete tramite Zero Touch Provisioning. L’accesso basato sui ruoli permette di delegare le attività ai team locali mantenendo il controllo centrale e semplificando la manutenzione attraverso una rete standardizzata. In questo modo, il team IT può mettere al primo posto l’esperienza digitale degli utenti e ridurre il carico di lavoro nell’intero ciclo di vita della rete.
Elementi principali
Juniper Mist Wireless (Wi-Fi) Assurance fornisce il modo più veloce per l’implementazione e il più sem-
plice per la gestione di esperienze Wi-Fi personalizzate, con una diminuzione del 90% delle richieste di assistenza per problemi alla rete wireless, un calo dell’85% degli interventi dei tecnici in loco per la risoluzione dei problemi e, in alcuni casi, tempi di implementazione fino a 9 volte più rapidi. Con Juniper, il Wi-Fi di Nippon Gases è veloce, sicuro e affidabile, anche nelle aree di maggior attività e criticità.
Juniper Mist Wired Assurance offre esperienze di connettività affidabili e sicure per i dispositivi fissi e gli endpoint IoT attraverso operazioni di rete basate sull’intelligenza artificiale.
Gli switch EX Series di Juniper Networks consentono di ottenere visibilità e controllo unificati sulle reti wireless e wired attraverso un motore Mist AI comune e un’infrastruttura cloud a microservizi.
L’assistente di rete virtuale Marvis™ di Juniper viene utilizzato nei domini wired e wireless di Nippon Gases per semplificare e automatizzare le operazioni di rete. Agendo come un membro del team IT, Marvis può effettuare azioni proattive e operazioni di Self-Driving Network™, ottimizzare continuamente l’esperienza dell’utente e fornire visibilità su potenziali aspetti critici. Di conseguenza, le operation IT hanno una visibilità chiara e sicura dell’esperienza degli utenti e delle applicazioni. Inoltre, AIOps aumenta l’affidabilità della rete con azioni automatizzate, ottimizzando la rete in tempo reale e consentendo una rapida risoluzione dei problemi quando necessario.
L’Enterprise Agreement di Juniper offre a Nippon Gases un modo più semplice per acquistare, utilizzare e gestire il portfolio di software dell’AI-Native Networking Platform e i servizi a supporto in qualsiasi punto dell’azienda.
“Nippon Gases aveva bisogno di armonizzare la sua complessa infrastruttura di rete per migliorare la stabilità e supportare il controllo qualità. In particolare, la gestione centralizzata rappresentava una sfida, in quanto i team IT dovevano gestire singolarmente i dispositivi di rete in diversi Paesi”, dichiara Gos Hein van de Wouw, Vice President Enterprise Sales EMEA di Juniper Networks. “La semplificazione del provisioning e delle operazioni di rete è diventata quindi una priorità assoluta. Questo requisito si sposa con i punti di forza della nostra AI-Native Networking Platform, che offre soluzioni automatizzate e basate sui dati per ridurre la gestione manuale e decentralizzata. Con Juniper, Nippon Gases è in grado di identificare, monitorare e collegare rapidamente gli eventi di rete in tempo reale, affrontando in modo proattivo i potenziali problemi prima che abbiano un impatto sulle operation e sulle esperienze degli utenti”. □
A.I.MAN. VI INVITA NELLA SUA CASA…
Elisa Brescianini
Mauro Crippa
MANUTENZIONE & SOSTENIBILITÀ
LA MANUTENZIONE NELLA PUBBLICA AMMINISTRAZIONE: il progetto ILLUMINAMENTE dalla rete stradale agli edifici comunali
Maurizio Musio, dipendente dell’ufficio tecnico manutentivo del comune di Serrenti (SU), racconta l’impegno del suo comune, in un percorso continuo di innovazione tecnologica ed energetica che mira a obiettivi di risparmio per i cittadini ed efficientamento energetico
Maurizio Musio, dipendente dell’ufficio tecnico manutentivo del comune di Serrenti (SU)
I risultati incoraggianti ottenuti nella pubblica illuminazione con risparmi di milioni di kWh sui consumi finali dell’energia, ha stimolato l’ufficio comunale per continuare a credere fortemente sul potenziale del dipendente pubblico. Il progetto “Illuminamente” nato a servizio della rete di illuminazione pubblica permise di pianificare, in maniera più marcata, dal 2010 in poi, iniziative virtuose sulla gestione manutentiva. Contrariamente, come da consuetudine capitava nei comuni, invece di cedere a delle ESCO la manutenzione dell’energia, l’ufficio e l’amministrazione, decisero con coraggio, di tenere internamente la gestione degli asset manutentivi. Poi nel tempo, pianificare con aziende esterne ed ESCO delle collaborazioni sull’energia ha perfezionato alcune strategie sul risparmio energetico e rafforzato lo spirito di coesione tra pubblico e privato. Il progetto “Illuminamente” grazie alla sua struttura scalabile e aggiornabile con le tecnologie nascenti, si è armonizzato con estrema facilità, verso gli edifici comunali. Una strategia già collaudata che, con alcune modifiche cucite su misura, ha fornito il giusto comfort e il risparmio energetico all’interno degli stabili comunali. Il finanziamento regionale ISCOL@ ha permesso dal 2015 di ef-
ficientare gli edifici scolastici intervenendo sull’involucro con il montaggio del cappotto e il cambio infissi. Inoltre, in egual misura si è intervenuti per migliorare l’efficienza degli impianti termici installando dappertutto, sui corpi radianti, le valvole termostatiche. A tutto ciò, abbiamo affiancando una gestione ottimale sulla combustione garantendo alti rendimenti e minori inquinanti in atmosfera. A piccoli step siamo riusciti, con un’attenta manutenzione ordinaria, a impostare una strategia sul risparmio energetico e perfezionare alcuni servizi sulla ricerca guasti. Gli edifici sono stati dotati di strumenti e tecnologie in grado di facilitarne l’utilizzo tramite domotica e sensori IoT.
Interventi sugli edifici comunali:
1) Retrofit dell’illuminazione da lampade a fluorescenza con lampade a led. Installazione di sensori di presenza e movimento e tecnologia DALI nelle aule.
2) Dispositivi (IoT) per il controllo a distanza delle temperature, umidità relativa e consumi elettrici. Nelle scuole, ad esempio, la programmazione della campanella è gestita da un timer NFC con programmazione automatica programmabile da smartphone.
3) Passaggio dalle centrali termiche a GPL
con utilizzatori elettrici a pompa di calore, dove buona parte dell’energia deriva da impianti a energia rinnovabile.
4) Sostituzione negli uffici di alcune macchine di condizionamento aria/aria obsolete con macchine della stessa tipologia, ma più efficienti.
5) Accensioni delle illuminazioni esterne negli edifici con i timer astronomico da programmare tramite NFC\ Bluetooth. Alcuni premi che il comune ha ricevuto sono stati utili per migliorare il comfort negli edifici scolastici e arricchire alcune conoscenze sulla sostenibilità energetica dei nostri studenti. Ad esempio nel 2018 il riconoscimento Anci Cresco Awards, premio impresa di EnelX, “Il valore della partnership per lo sviluppo di un modello circolare” ha permesso gratuitamente di installare presso la scuola di via Gramsci, 112 punti luce a LED con tecnologia DALI e creare un piano di azione sul risparmio energetico presso la struttura scolastica. Il premio impresa Falck Reneables nel 2019, come “Migliore progetto sulla decarbonizzazione”, permise di usufruire di corsi dedicati sia per ufficio tecnico che per i ragazzi delle scuole in merito alla smart city. Il premio nel 2021 della multinazionale STmicroelectronic, “In cammino verso emissioni zero e neutralità” ci omaggiò di vari tablet che poi donammo alle scuole di Serrenti, da utilizzare con il supporto degli insegnanti, per spiegare e raccontare ai più piccoli gli obiettivi ONU dell’agenda 2030. Nel 2022 il premio della multinazionale FedEx “La sicurezza e la strada migliore da percorrere” in merito alla nostra idea progettuale della Smart City, omaggiò il comune con una ricarica per veicoli elettrici con doppia uscita cadauna da 22 kW. Nonostante i soldi dedicati alla manutenzione non fossero tanti sono riuscito, raccontando la passione verso la manutenzione e le iniziative sviluppate a Serrenti, a coinvolgere alcune aziende, che poi, hanno investito su di noi.
Un caso pratico: l’intervento del Municipio
Nonostante ci fosse una particolare cura per risolvere eventuali guasti e tenere sotto controllo i consumi nella casa comunale, dovevamo comunque intervenire per limitare i consumi e le spese energetiche in bolletta. Le sorgenti luminose erano costituite da lampade tubolari fluorescenti al trifosforo con range di potenza da 18÷58 watt. Le luci
nell’andito e nei servizi restavano accese durante l’intera giornata. Il budget per la manutenzione era molto basso, perciò ho dovuto adottare interventi semplici e veloci da mettere immediatamente in campo usando una tecnologia semplice, sicura e produttiva, senza stravolgere gli uffici. In primo luogo, sono intervenuto nella sostituzione delle lampade lineare con tubi led, ottenendo in pochi minuti di lavoro un risparmio per punto luce tra il 55\60%, tenendo rigorosamente i lux a norma sulla scrivania nei vari uffici. Non solo, oltre al risparmio si è aggiunta una migliore visibilità sulla postazione di lavoro. Durante l’opera, nella modifica del cablaggio, abbiamo escluso il reattore ferromagnetico il condensatore e lo starter, accessori che ho riutilizzato in altre manutenzioni. Con l’assenza dell’alimentatore ferromagnetico abbiamo azzerato la componente reattiva ed eliminato alcuni fastidiosi ronzii. Ora la luce, si avvia senza
sfarfallare e raggiunge immediatamente la massima resa luminosa. Oltre a una certa potenza contrattuale l’energia reattiva viene contabilizzata in bolletta, qualora venga superata una soglia limite. Un altro problema che bisognava risolvere era quello delle luci sempre accese nei passaggi comuni e nei bagni. Una volta intervenuti con il retrofit a led anche in questi spazi si è ragionato per montare un semplice quadretto elettrico in vari punti dell’edificio in modo da contenere tutti i comandi dell’automazione luci. Abbiamo usato sensori di presenza e movimento meno complessi che a bordo includevano il cip bluetooth, in maniera tale, da facilitare la programmazione e la possibilità di supervisionare i parametri dal telefono, senza dover smontare nulla in loco. Un problema che ho dovuto affrontare in corso d’opera con i miei colleghi fu quello di trovare una soluzione per forzare il prolungamento delle luci accese per eventuali necessità di servizio. Nei quadretti elettrici ho inserito un selettore a tre posizioni giù\su e zero che permetteva a chiunque ne avesse la necessità di attivare la funzione manuale portando la linguetta del selettore nella posizione “MAN”. In questo stato il vecchio interruttore a muro che tutti storicamente conoscevano avrebbe svolto nuovamente la funzione nativa, cioè, accendere e spegnere le luci in quel determinato spazio. In aggiunta, accanto ad ogni quadretto, è stato allestito un cartello che spiegava in maniera semplice e banale i passi da seguire per la funzione automatico\manuale. Con questo stratagemma non ho avuto
particolari problemi con chi storceva il naso sulla tecnologia e non era entusiasta di questa novità. Grazie alla semplicità dell’iniziativa ho potuto replicare la stessa logica presso le scuole e automatizzare le campanelle. Anche in questo contesto un selettore a tre posizioni automatico\spento\manuale, ha permesso ai collaboratori scolastici, in caso di anomalie, leggendo il cartello appeso, di poter ripristinare il suono della campana con il pulsante esistente. Con i docenti ogni anno si riprogramma il timer digitale, anche in questo caso si usa lo smartphone sfruttando il cip NFC. Inoltre i docenti e le figure preposte con la posizione in manuale eseguono le esercitazioni simulando l’allarme antincendio. Accanto al municipio, praticamente affiancati, abbiamo due edifici, la Casa Corda e l’ex caserma dei carabinieri. Nel primo caseggiato sono presenti vari servizi tra cui la polizia locale i servizi sociali e l’ufficio tecnico manutentivo. Mentre l’ex caserma, in attesa di restauro, momentaneamente è adibita a locale di sgombero e archivio comunale. Anche in questi edifici ho replicato i lavori eseguiti precedentemente come succitati nel municipio. Una volta ultimati i lavori per il risparmio energetico è intervenuto il progetto S.E.I (Sistema Energetico Intelligente). Dal municipio abbiamo creato fisicamente delle nuove linee elettriche di sezione limitata in quanto precedentemente siamo riusciti ad abbattere le potenze elettriche istantanee, creando cosi, delle pionieristiche micro reti intelligenti con un contatore master dove è collegato l’impianto fotovoltaico
della casa comunale con potenza di 17 kWp e produzione annua di 20 mila kWh. Mentre i nuovi edifici interconnessi diventano nuove maglie di una rete interna aggregata. Per ovviare a problematiche sui POD abbiamo cessato gli altri gruppi di misura. Questa nuova rete ha permesso un ulteriore incremento dell’autoconsumo di energia verde in quanto prima questo surplus fluiva in rete senza che gli edifici ne traessero beneficio.
I risparmi ottenuti e i numeri del progetto.
Prendendo in esame i consumi del 2008 sia del municipio e della casa Corda avevamo: nel primo un consumo annuo di 35 mila kWh, mentre nel secondo, 26 mila kWh. Il progetto “Illuminamente” è stato avviato nel 2014 mentre la micro rete è entrata in esercizio nel giugno 2015. A lavori finiti e con la micro rete funzionante, siamo passati da un consumo totale di 62 mila kWh ad un consumo attuale di 22 mila kWh. Come già accennato, un 10% dell’energia fotovoltaica che prima andava a finire in rete, ora si distribuisce su questa nuova maglia. Un ulteriore risparmio riscontrato è stato quello avuto dalla riduzione delle potenze contrattuali. Il contatore del municipio, con un allaccio di 37,5 kW e impianto fotovoltaico sul tetto, è divenuto il gruppo di misura master, mentre quello della Casa Corda da 26 kW e dell’ex caserma da 6kW sono stati cessati, ottenendo importante risparmio sulla quota fissa pagata in bolletta.
Costi dell’intervento
Per attivare il collegamento tra gli edifici, considerando la posa dei cavi quadripolari, il montaggio dei quadri di protezione e tutti gli accessori necessari per eseguire il lavoro a regola d’arte sono serviti circa 1500 euro. Per l’acquisto delle lampade tubolari a LED in sostituzione dei vecchi tubi negli edifici sono serviti circa 4 mila euro. Per la sostituzione di alcune macchine datate sull’impianto di climatizzazione aria\ aria sono stati spesi 5 mila euro. In questo intervento ho voluto conteggiare anche il mio lavoro da dipendente pubblico con l’aiuto di qualche collega, per un totale di 1500 euro.
Il costo totale dell’intervento è stato di circa di 12 mila euro, soldi recuperati dalla manutenzione ordinaria. I lavori sono stati eseguiti durante l’orario di servizio. Il risparmio ottenuto all’anno è stato di circa 10 mila euro. Se consideriamo, in questi ultimi anni, l’aumento sulla componente energia, questi risparmi, sono praticamente raddoppiati, una manna dal cielo per il piccolo comune. Questa logica consolidata delle micro reti l’abbiamo sviluppata e trasportata in altri siti del territorio comunale, ottenendo i medesimi risparmi. Questo lavoro del Municipio è stato valorizzato qualche anno dopo grazie al progetto della “3° Casa dell’energia” nato con fondi del ministero dell’interno, 50 mila euro per i comuni sotto i 5 mila abitanti e l’aggiunta di 28 mila euro con fondi comunali. □
MANUTENZIONE & TRASPORTI
Autobus a idrogeno: una logistica complessa
Nonostante i vantaggi ambientali e di autonomia degli autobus a idrogeno, la loro diffusione nel trasporto pubblico italiano si scontra con una gestione operativa che richiede competenze specifiche e un quadro normativo ancora in evoluzione
Alessandro Sasso, Coordinatore
Sezione Trasporti, A.I.MAN.
Le direttive europee che mirano ad ottenere, per il Trasporto Pubblico Locale, “emissioni zero allo scarico”, hanno posto nuovamente di attualità e reso pressoché ineluttabile la propulsione ad idrogeno per quel segmento di servizi che va dalle autolinee di tipo interurbano alla media percorrenza. Tale soluzione è l’unica, infatti, che consente le autonomie richieste ai veicoli elettrici (le batterie al litio sono comunque necessarie) e soprattutto garantisce un dimensionamento ottimale dei parchi senza necessità di riserve imposte dalla logistica delle ricariche dei bus elettrici (tempi elevati, scarsa adattabilità in caso di guasti ai sistemi di ricarica stessi).
L’autobus idrogeno è dunque entrato in Italia in una fase di piena maturità con le recenti consegne destinate alle aree di Bologna, Ferrara, Modena e Venezia. Altre città si stanno aggiungendo a questo primo nucleo: Mantova, Gorizia, Pescara sono solo fra le prime ad avere annunciato programmi di acquisto di quantità significative di autobus con propulsione a idrogeno e anche alcune città del sud Italia guardano a questa soluzione. Non si tratta evidentemente di una tecnologia nuova in sé, tutt’altro: fermo restando che i primi esperimenti con celle a combustibile - il cuore del sistema - risalgono al remoto 1839 (lo stesso anno in cui in Italia si inaugurava la prima ferrovia, la Napoli Portici), parallelamente alla presentazione all’inizio di questo secolo del prototipo Iveco
su telaio Fiat 491, due importanti sperimentazioni furono avviate in Italia: a Sanremo con veicoli Van Hool, durata peraltro un solo anno, e a Bolzano la cui flotta iniziale si è via via incrementata negli anni vedendo in servizio proprio quei Solaris Urbino protagonisti delle ultime forniture.
Il passaggio da dimensioni ridotte dei parchi ad un pieno utilizzo con quantità significative di veicoli e servizi non necessariamente “dedicati” rende oggi necessario porre alcuni interrogativi rispetto alla gestione di questo tipo di flotte: investimenti ingenti richiedono infatti che le strutture di gestione mantengano piena padronanza di tutti i processi.
Chi fornisce l’idrogeno?
Il primo quesito può apparire banale, ma va ricordato che l’idrogeno si giustifica economicamente soprattutto laddove la produzione avviene in loco: il ricorso a carri bombolai, come a suo tempo fatto a Imperia e nella stessa Bolzano, deve dunque lasciare spazio a impianti di rifornimento che integrano elettrolizzatori o altre soluzioni allo studio. Ciò evita costosi stoccaggi e infrastrutture per il trasporto.
È per tale motivo che la costruzione di impianti chiavi in mano da questo punto di vista è particolarmente interessante per il mercato, non sussistendo sufficiente numero di professionalità sul territorio da poter gestire progetti eterogenei di questo tipo.
Chi rifornisce i bus di notte?
È forse l’aspetto meno visibile ma fra i più critici dell’intera catena logistica.
Occorrono operatori che, da un lato possiedano un sufficiente grado di istruzione e financo padronanza con la lingua italiana e dall’altro siano disponibili a turni notturni per eseguire un incarico tutto sommato di modesta prospettiva.
L’attuale criticità che caratterizza il mercato del lavoro non è da questo punto di vista un aiuto.
Chi decide la logistica?
Il problema è che in realtà la risposta è “nessuno”: una somma di interessi non sempre convergenti caratterizza quasi tutti i progetti in essere.
Un esempio è rappresentato da un plesso industriale che sorge nel Nord Italia in corrispondenza di un impianto di trattamento di idrocarburi rispetto al quale un complesso tavolo di confronto è attivo da mesi coinvolgendo soggetti numerosi ed eterogenei.
Una delle criticità emerse in tale area è che la presenza di raccordi ferroviari portuali richiede di investire in passaggi a livello, in sistemi di comunicazione con la comunità portuale per conoscere gli orari delle manovre e impone una logistica complessa per l’entrata e uscita dei veicoli dall’area di deposito/rifornimento prevista.
In sintesi, la pericolosità intrinseca di questo tipo di vettore energetico è senz’altro affrontabile dal punto di vista tecnico, ma la gestione del rischio impone costi elevati e una logistica estremamente complessa.
Chi fa le regole?
Pur essendo lontani dal Far West normativo, non esiste ancora un quadro definito e certo che regoli gli aspetti di sicurezza ed efficienza necessari a governare il processo di gestione di autobus a idrogeno.
I vigili del fuoco spesso sono presenti a più tavoli di lavoro cui partecipano ovviamente costruttori ed esercenti; un ruolo interessante si è ritagliata anche l’Associazione Manutenzione Trasporti, la quale ha attivo un gruppo di lavoro che ha definito non solo una linea guida per la manutenzione e gestione di parchi di veicoli pesanti alimentati ad idrogeno, ma ha anche definito gli elementi costitutivi di un programma di formazione standardizzato per tutte le figure professionali coinvolte. Una visione olistica del tema impone infatti
l’individuazione di un piano di formazione completo che consenta:
■ accesso alle professioni con programmi tecnici (qualifiche professionali, diploma e post diploma) aggiornati
■ formazione continua con aggiornamento professionale delle competenze
■ reperimento e formazione di figure delicate, come quella citata degli addetti al rifornimento
Chi assicura gli autobus?
Questo rischia di essere uno degli aspetti più costosi e infidi dell’intero tema: le società di assicurazione già hanno fatto registrare incrementi importanti in conseguenza della diffusione di veicoli elettrici. La presenza, oltre che delle batterie al litio, anche di bombole di idrogeno alla pressione di 300 bar (per le automobili si arriva fino a 700 bar) pongono interrogativi importanti rispetto alla sostenibilità a medio termine di tutti gli investimenti.
Ecco perché un’azione preventiva nei confronti delle compagnie di assicurazione che miri a garantire il pieno controllo del rischio attraverso un sistema di monitoraggio orientato alla road safety secondo lo standard ISO 39.001 è da più soggetti individuata come ormai indifferibile.
Quelle che normalmente dovrebbero essere le conclusioni di un ragionamento rappresentano invece, qui, le basi di partenza, l’inizio di un percorso logico da sviluppare, considerando che le tecnologie sono ormai decisamente mature.
Sono i processi di gestione, oggi, a dover essere progettati e costruiti. Ex novo. □
APPUNTI DI MANUTENZIONE
Manutenzione e Ricambi
Non è lontano il tempo in cui le officine di manutenzione potranno disporre di macchine per la produzione additiva, capaci di realizzare ricambi in tempo reale, esattamente nel momento in cui sono necessari
Maurizio Cattaneo Amministratore, Global Service & Maintenance
La disponibilità di ricambi è da sempre una delle maggiori criticità della manutenzione nelle aziende manifatturiere, specialmente in quelle che operano con una logica di produzione su commessa anziché su magazzino. Quando una macchina o un’intera linea produttiva si ferma, è essenziale intervenire tempestivamente, ma la mancanza di ricambi può costringere a spostare la produzione su una linea diversa o, nei casi peggiori, a ritardare la consegna. Questo può generare insoddisfazione nei clienti e introdurre ritardi lungo l’intera catena di fornitura.
In passato, il fabbisogno urgente di ricambi veniva affrontato in due modi: aumentando l’orizzonte di previsione per il loro impiego, utilizzando poi tecniche di approvvigionamento just-in-time, oppure accumulando stock in modo indiscriminato. Quest’ultima soluzione, tuttavia, comportava un incremento degli immobilizzi, la necessità di maggiori spazi di immagazzinamento e, in definitiva, un aumento dei costi.
Oggi, i ricambi commerciali, distribuiti nei magazzini dei principali grossisti, sono generalmente disponibili entro 24-48 ore grazie a una rete di corrieri che garantisce consegne rapide e puntuali, almeno nell’Italia continentale. Tuttavia, la situazione è ben diversa per i ricambi a disegno, che spesso richiedono tempi lunghi per la produzione. La necessità di stampi, macchine utensili e assemblaggi in piccolissimi lotti, talvolta anche di un solo pezzo, porta a costi elevati e tempi di consegna che possono variare da settimane a mesi.
La produzione additiva consente di avvicinare la gestione dei ricambi a disegno alla più
semplice gestione dei ricambi commerciali. Grazie alla stampa 3D, è possibile realizzare componenti in tempi molto più brevi, eliminando la necessità di stampi e attrezzature specifiche. Questo approccio trasforma il concetto di magazzino e logistica, riducendo drasticamente la necessità di scorte fisiche e migliorando l’efficienza produttiva. La lavorazione di materiali diversi con proprietà specifiche permette di adattare i ricambi alle esigenze di ogni applicazione, garantendo prestazioni ottimali e maggiore durabilità. Inoltre, le tecnologie avanzate consentono di semplificare molte fasi produttive, riducendo anche i costi di trasporto e gestione. L’alluminio è uno dei materiali più utilizzati nella produzione industriale per la sua leggerezza, resistenza alla corrosione e facilità di lavorazione. Viene impiegato in settori come l’aerospaziale e l’elettronica, e può essere lavorato tramite fresatura CNC, tornitura e fusione per ottenere componenti leggeri ma resistenti. L’acciaio temperato, invece, offre un’elevata durezza e resistenza all’usura, rendendolo ideale per ingranaggi, alberi di trasmissione e parti strutturali. Tuttavia, la sua lavorazione richiede tecnologie avanzate per evitare l’usura accelerata degli utensili da taglio, come la rettifica e l’elettroerosione a filo. Il PTFE, noto per la sua resistenza chimica e stabilità termica, è usato in applicazioni che richiedono superfici antiaderenti. La sua lavorazione deve tenere conto della tendenza a deformarsi sotto carico, richiedendo attrezzature specifiche per la gestione delle tolleranze.
La stampa 3D sta trasformando la produzione di ricambi personalizzati, specialmente nei metalli. Tecnologie come la fusione laser
su letto di polvere permettono di realizzare componenti complessi senza utensili specifici. L’alluminio può essere stampato per creare strutture leggere e ottimizzate, mentre l’acciaio temperato, una volta stampato, può essere sottoposto a trattamenti termici per aumentarne la durezza. Alcuni polimeri avanzati simili al PTFE possono essere utilizzati nella stampa 3D, anche se la tecnologia per la stampa diretta del PTFE puro è ancora in evoluzione.
Uno dei principali vantaggi della produzione additiva è la riduzione degli sprechi di materiale, consentendo una progettazione più efficiente e performante. Inoltre, l’ottimizzazione dei processi permette di sviluppare componenti con geometrie che migliorano la resistenza strutturale e riducono il peso complessivo.
L’additive manufacturing ha rivoluzionato anche la gestione logistica dei ricambi. Con la produzione on-demand, non è più necessario immagazzinare grandi quantità di pezzi fisici: i file di progettazione vengono archiviati digitalmente e i componenti vengono prodotti solo quando richiesti. La possibilità di stampare in un’unica sessione materiali diversi o pezzi complessi riduce la necessità di assemblaggio, ottimizzando ulteriormente i processi produttivi. Inoltre, la produzione additiva trasforma anche la manutenzione stessa: le macchine utilizzate nella stampa 3D sono dotate di sensori avanzati per monitorare le condizioni operative e prevedere possibili guasti, riducendo i tempi di fermo. La capacità di realizzare componenti in modo rapido ed efficiente sta modificando le strategie di gestione della manutenzione, permettendo di ridurre le perdite operative e migliorare la reattività aziendale.
Nonostante le apparecchiature necessarie per la produzione additiva abbiano costi elevati e i tempi di produzione siano più lunghi rispetto ai metodi tradizionali, questa tecnologia offre diversi vantaggi competitivi. La stampa 3D non richiede la realizzazione di stampi o utensili dedicati, abbattendo notevolmente i costi iniziali. La produzione on-demand riduce i costi legati allo stoccaggio e alla gestione delle scorte, minimizzando gli sprechi di materiale. La libertà progettuale della stampa 3D consente inoltre di creare strutture complesse impossibili da realizzare con i metodi tradizionali.
L’adozione della produzione additiva per la realizzazione di ricambi personalizzati presen-
ta ancora alcune sfide, tra cui la necessità di sviluppare ulteriormente la stampa di materiali critici come gli acciai da cementazione o il PTFE. Le tecniche additive devono migliorare per ridurre i tempi di produzione e post-lavorazione, e i costi delle materie prime devono diminuire per rendere la tecnologia più accessibile. Tuttavia, con i continui progressi in questo campo, è probabile che sempre più aziende adotteranno la stampa 3D per la produzione di ricambi su misura, sfruttandone i vantaggi in termini di flessibilità, riduzione dei costi operativi e ottimizzazione della supply chain. La crescente introduzione di materiali avanzati e il perfezionamento delle tecniche di stampa suggeriscono che la produzione additiva diventerà sempre più centrale nella gestione dei ricambi industriali. La capacità di produrre ricambi in modo rapido ed efficace, senza la necessità di scorte ingombranti, rappresenta una rivoluzione nella gestione della manutenzione industriale. Con il tempo, la produzione additiva si integrerà sempre più nelle strategie aziendali, diventando un pilastro essenziale per il futuro della produzione e della manutenzione. La progressiva riduzione dei costi e il miglioramento delle prestazioni renderanno questa tecnologia sempre più promettente per affrontare le sfide dell’industria moderna, superando limiti strutturali e migliorando l’efficienza complessiva del ciclo produttivo. Non è lontano il tempo in cui le officine di manutenzione potranno disporre di macchine per la produzione additiva, capaci di realizzare ricambi in tempo reale, esattamente nel momento in cui sono necessari. □
INDUSTRY WORLD
Hexagon e Red Bull Racing: partnership estesa al mondo Sim Racing
Hexagon ha annunciato il rinnovo pluriennale dell’ormai consolidata partnership con Oracle Red Bull Racing, uno dei team di Formula 1 di maggior successo della storia. A dimostrazione dell’impegno profuso nei confronti del Team, Hexagon estenderà la propria partnership a Oracle Red Bull Sim Racing, ispirando la prossima generazione di professionisti STEM con particolare attenzione al settore dell’ingegneria e colmando il divario tra le corse simulate e la F1.
Il logo Hexagon sarà presente sul sidepod inferiore della RB21 a testimonianza del contributo di lunga data fornito al team nella gestione della vettura. Il brand sarà inoltre presente nelle livree di Oracle Red Bull Sim Racing per il campionato mondiale di F1 Sim Racing e per la Porsche Esports Supercup, oltre che nella sede del team nella Red Bull Racing Erena.
La partnership è fondamentale in vista della stagione 2026, quando entreranno in vigore nuove norme sportive che richiederanno la completa riprogettazione di tutte le auto. Ciò darà il via a una nuova era di competizioni più “agili, competitive, sicure e sostenibili”, come indicato dalla FIA, l’organo di regolamentazione del settore. L’avanzata tecnologia di digitalizzazione di Hexagon permetterà a Oracle Red Bull Racing di essere sempre all’avanguardia per ottenere le massime prestazioni nel rispetto delle nuove regolamentazioni sportive.
Con migliaia di modifiche progettuali apportate ogni stagione, Hexagon ha permesso al Team di raggiungere i massimi livelli di velocità e agilità, integrando il controllo della qualità e la digitalizzazione nei processi di progettazione. L’accuratezza di queste tecnologie garantisce elevatissimi livelli di precisione e qualità al primo tentativo, offrendo una produttività senza precedenti. La velocità di acquisizione dei dati garantisce inoltre a Oracle Red Bull Racing di mantenere il proprio vantaggio competitivo sia in pista che fuori, fornendo le informazioni necessarie per un rapido sviluppo del design.
Considerando che otto team su 10, tra cui Oracle Red Bull Racing, hanno cambiato i piloti durante la stagione, il 2025 si preannuncia un anno estremamente competitivo, determinato da uno scarto minimo. Per ottimizzare le prestazioni, la tecnologia di scansione laser 3D di Hexagon e l’assistenza in pista forniranno un supporto fondamentale nel perfezionamento dell’aerodinamica, assicurando una messa a punto precisa per portare il team in testa alla griglia di partenza a ogni gara. Lo storico contributo di Hexagon sarà celebrato con la presenza del logo dell’azienda sulla vettura per tutta la stagione 2025, a partire dalla gara inaugurale di Melbourne.
Christian Horner, Team Principal e CEO di Oracle Red Bull Racing, ha dichiarato: “Hexagon ha avuto un ruolo fondamentale nel successo ottenuto nel corso di questa lunga partnership. I nostri partner tecnologici sono un elemento determinante per il team e siamo molto selettivi nella scelta dei collaboratori. Siamo certi che Hexagon contribuirà alla nostra competitività per gli anni a venire”.
Josh Weiss, Presidente della divisione Manufacturing Intelligence di Hexagon, ha commentato: “In Hexagon, siamo onorati di continuare la nostra collaborazione con Oracle Red Bull Racing, dove le nostre avanzate tecnologie di misurazione giocano un ruolo chiave nel raggiungimento del successo in pista. Condividendo una tradizione imprenditoriale, innovazione ed eccellenza, siamo pronti per affrontare le sfide della prossima stagione e ad abbracciare un’era ancora più sostenibile ed emozionante nel 2026 e oltre.”
Photograph Credit: Red Bull Racing
Focus on PCB 2025: Vicenza capitale europea dei circuiti stampati
Vicenza si prepara ad ospitare il 21 e 22 maggio 2025 la quarta edizione di “Focus on PCB – From Design to Assembly”, l’unica fiera europea dedicata interamente ai circuiti stampati. Organizzata da NürnbergMesse Italia e promossa dal Gruppo PCB Assodel, la manifestazione si sposterà nel Padiglione 7 per accogliere un numero crescente di espositori e visitatori. L’evento, riconosciuto dalla Regione Veneto come manifestazione di rilevanza internazionale, vedrà la partecipazione di Alun Morgan, Presidente di EIPC, che terrà il discorso inaugurale sul futuro del mercato europeo dei PCB.
Sacchi Elettroforniture ottiene la medaglia d’argento EcoVadis per la sostenibilità
Sacchi Elettroforniture conquista un importante riconoscimento nel campo della sostenibilità ricevendo la medaglia d’argento dalla certificazione EcoVadis, uno dei rating più autorevoli a livello internazionale. Con un punteggio di 72/100, l’azienda si posiziona tra le realtà più virtuose del settore, confermando il suo impegno pluriennale nella riduzione dell’impatto ambientale e nella promozione di pratiche etiche e responsabili. “Questo riconoscimento conferma il nostro impegno per un modello di business responsabile”, afferma Marco Brunetti, AD e Presidente di Sacchi Elettroforniture, sottolineando come il risultato motivi l’azienda a proseguire nel percorso di miglioramento continuo verso la sostenibilità.
Henkel sostiene Simona De Silvestro verso Milano Cortina 2026
Henkel supporta Simona De Silvestro nel suo percorso di qualificazione per le Olimpiadi invernali di Milano Cortina 2026 nelle discipline del monobob e bob a due. L’atleta, classe 1988 e ambasciatrice del marchio LOCTITE®, dopo una brillante carriera nel motorsport che l’ha vista protagonista in IndyCar Series, Formula E e alla 500 miglia di Indianapolis, dal 2023 ha intrapreso questa nuova sfida olimpica. “In lei riconosciamo lo spirito pionieristico e il desiderio di innovazione che contraddistinguono Henkel”, afferma Massimiliano Casali, Country Manager Southern Europe di Henkel Adhesive Technologies, sottolineando come la tenacia dimostrata nel mondo delle corse automobilistiche sarà preziosa anche in questa nuova avventura olimpica.
Schneider Electric supera gli obiettivi di sostenibilità nel 2024
Schneider Electric chiude il 2024 raggiungendo un punteggio di 7,55 su 10 nel Schneider Sustainability Impact. L’azienda, riconosciuta da TIME e Corporate Knights come la più sostenibile al mondo, ha permesso ai suoi clienti di evitare 679 milioni di tonnellate di CO2 dal 2018. In Italia, l’impegno si è concretizzato con 600 dipendenti coinvolti in attività di volontariato, la formazione di 100 studenti sui temi dell’efficienza energetica, e importanti risultati ambientali: -77% di emissioni CO2 rispetto al 2019, 100% energia da fonti rinnovabili e recupero totale degli scarti. L’azienda ha inoltre ottenuto la certificazione per la parità di genere, confermando il suo impegno verso una crescita sostenibile e inclusiva.
We pioneer motion
Lubrificazione intelligente, applicazione smart
Un sistema di lubrificazione efficiente aumenta le prestazioni e la durata di esercizio dei cuscinetti volventi
I cuscinetti volventi devono essere riforniti automaticamente con la corretta dose di lubrificante tramite lubrificatori e sistemi di lubrificazione. In questo modo si evita il motivo più frequente di danneggiamento dei cuscinetti volventi causato da una lubrificazione insufficiente o errata. Considerando quindi che circa il 90% di tutti i cuscinetti è lubrificato con grasso, la corretta lubrificazione erogata con la giusta quantità di grasso e a intervalli regolari dalla serie CONCEPT di Schaeffler, determina un aumento significativo della vita operativa dei cuscinetti.